3-12kW
12-40kW
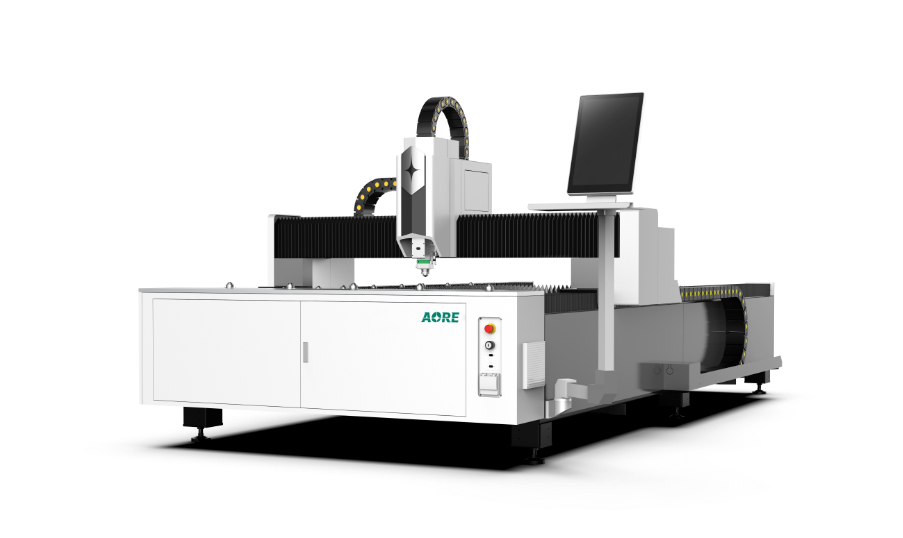
1.5-20kW
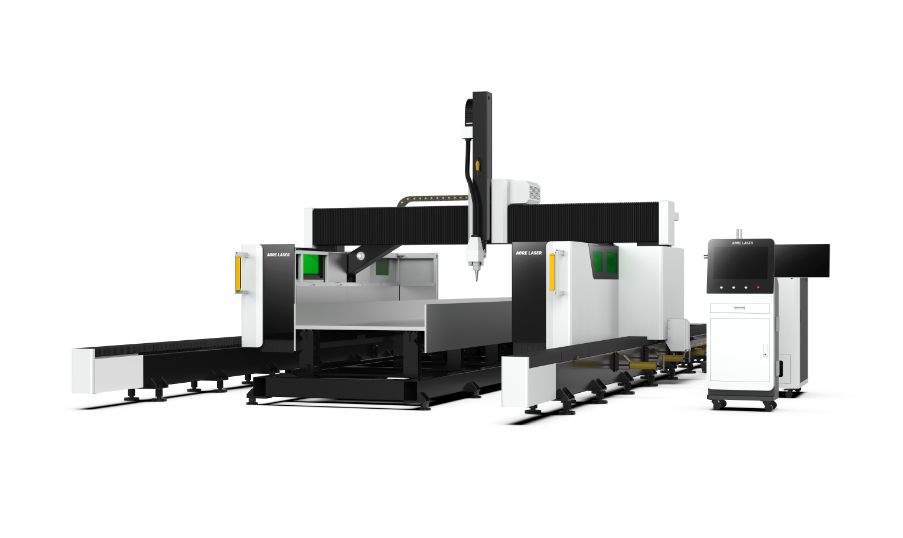
6-40kW
1.5-40kW
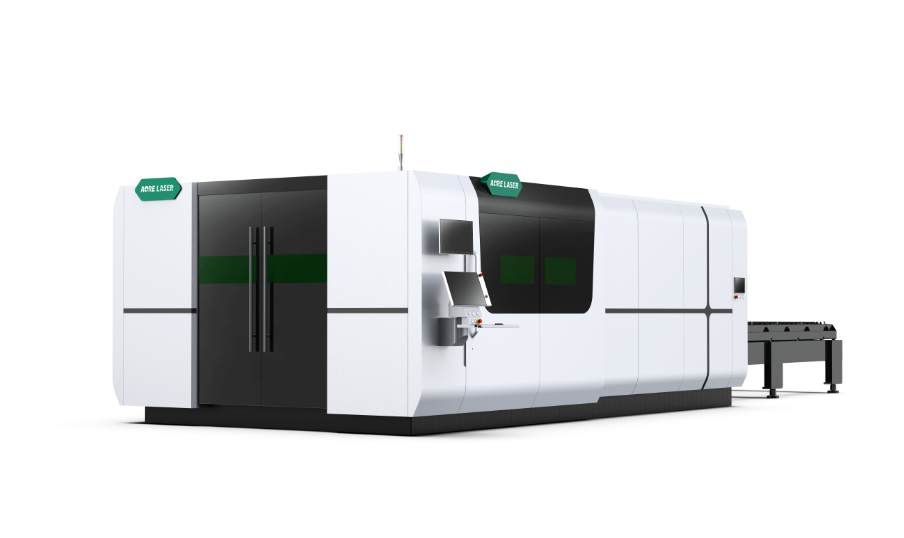
8-40kW
1.5-12kW
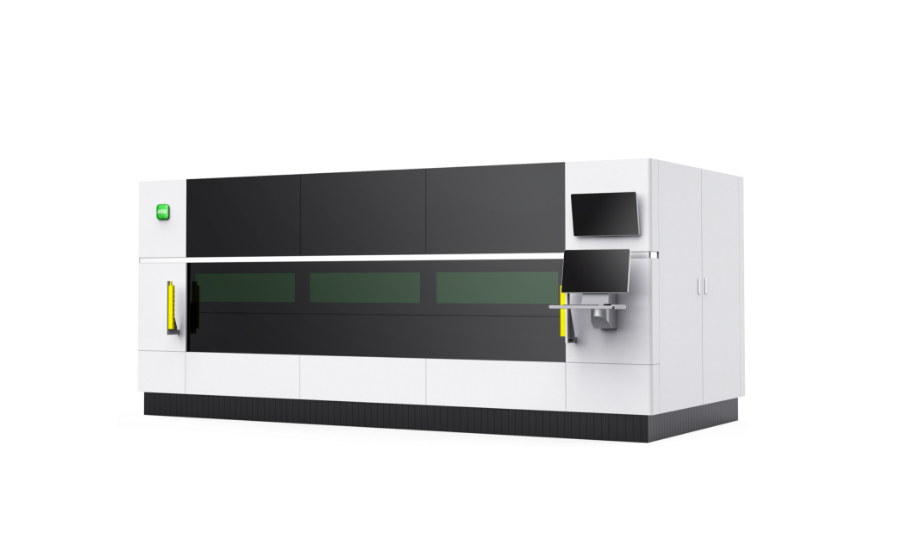
6-60kW
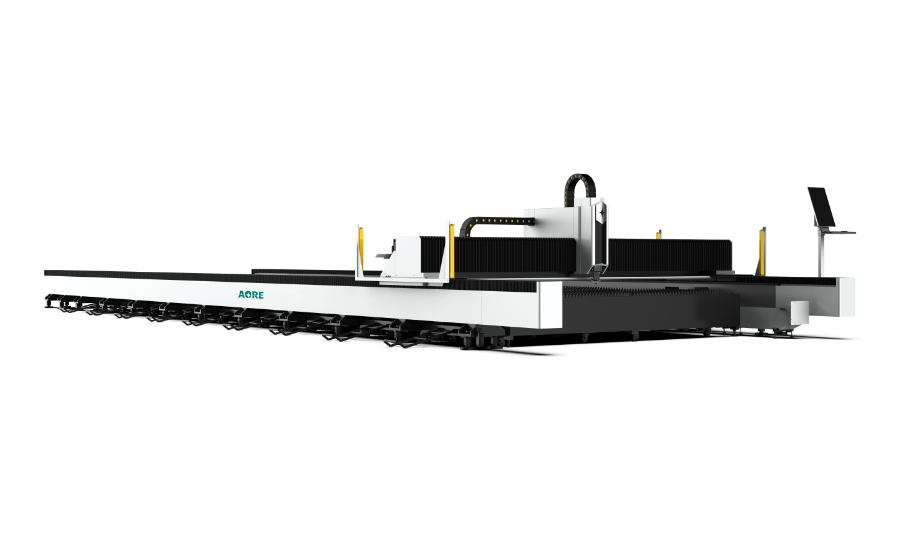
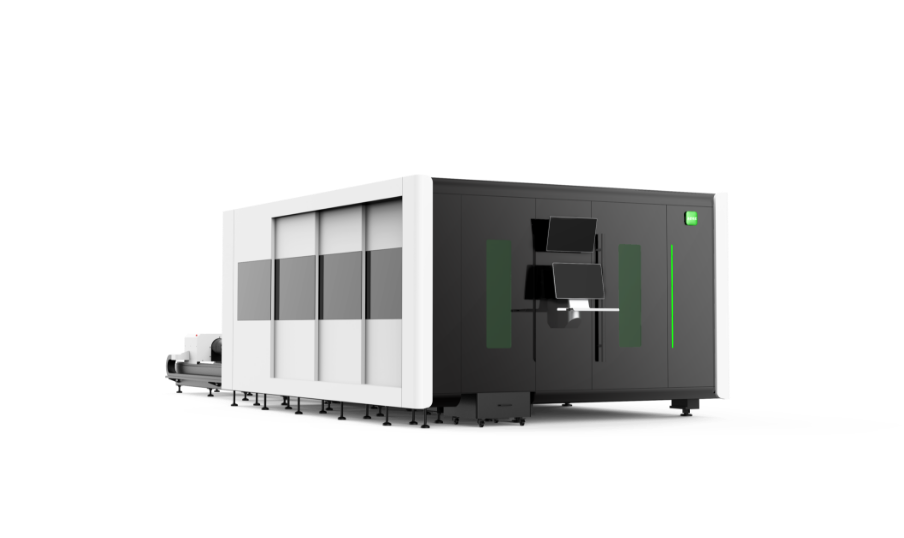
Высокоскоростной станок для лазерной резки листового металла с полной защитой.
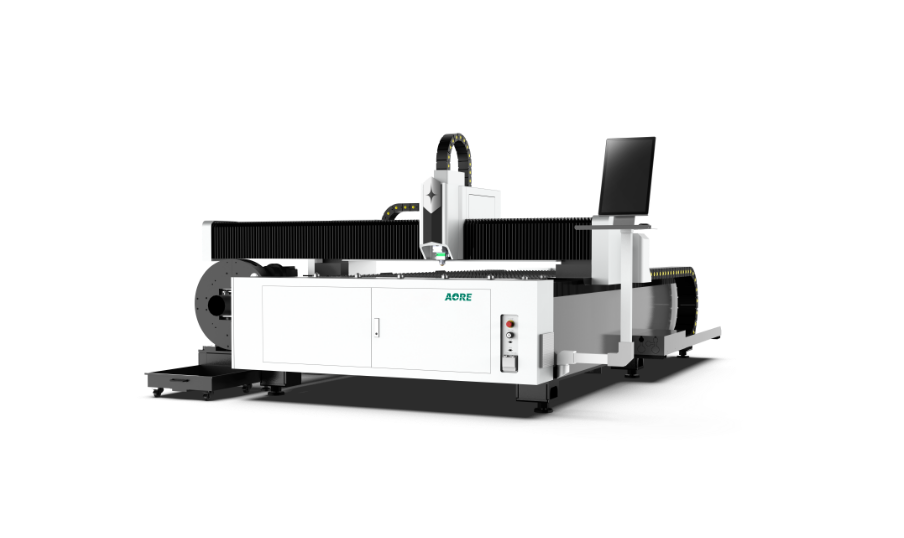
Универсальный станок для лазерной резки волоконным лазером
Одноплатформенный станок для лазерной резки пластин
Высокоскоростной станок для лазерной резки листового волокна.
Мощный станок для лазерной резки листового металла
Полностью защитный волоконно-оптический лазерный станок для косой резки
Станок для прецизионной лазерной резки листового металла
Станок для лазерной резки листового металла с направляющими рельсами
1.5-3kW
6-12KW
6-20kW
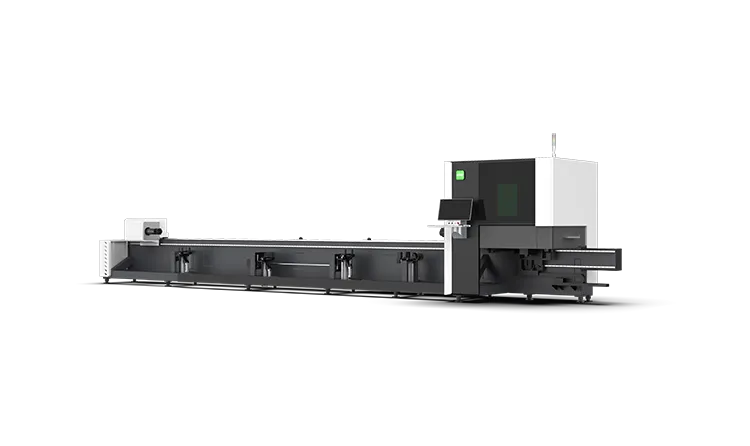
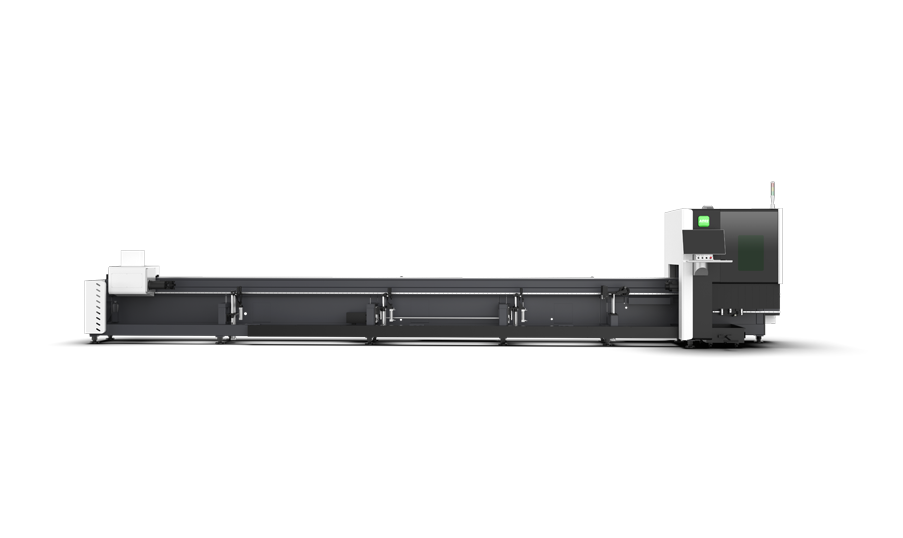
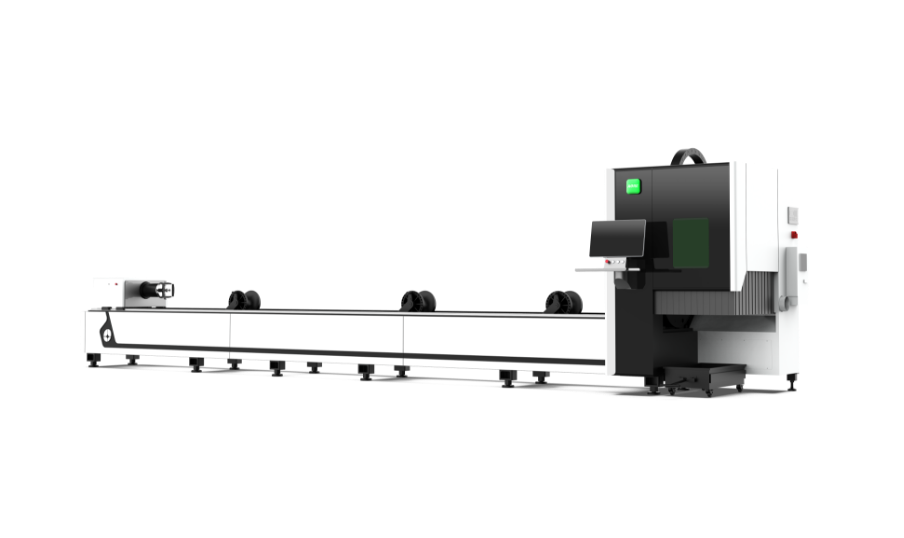
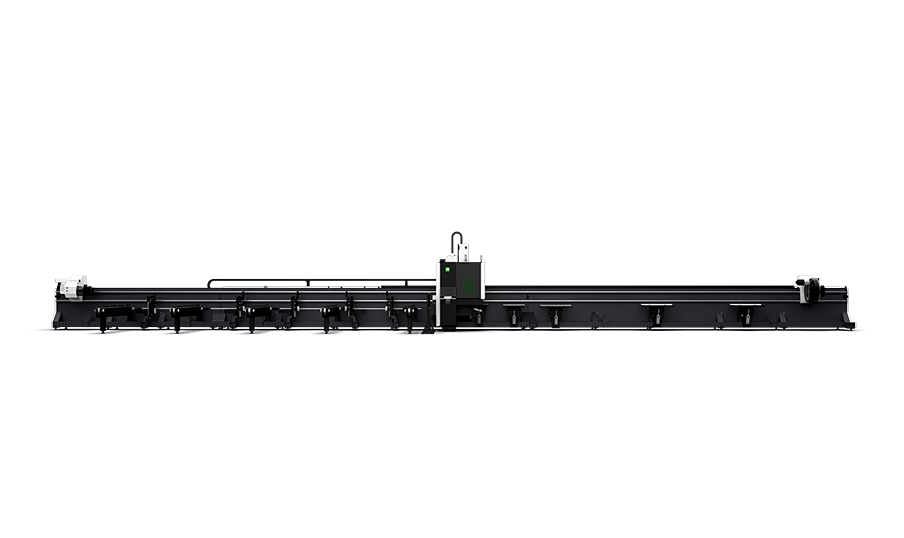
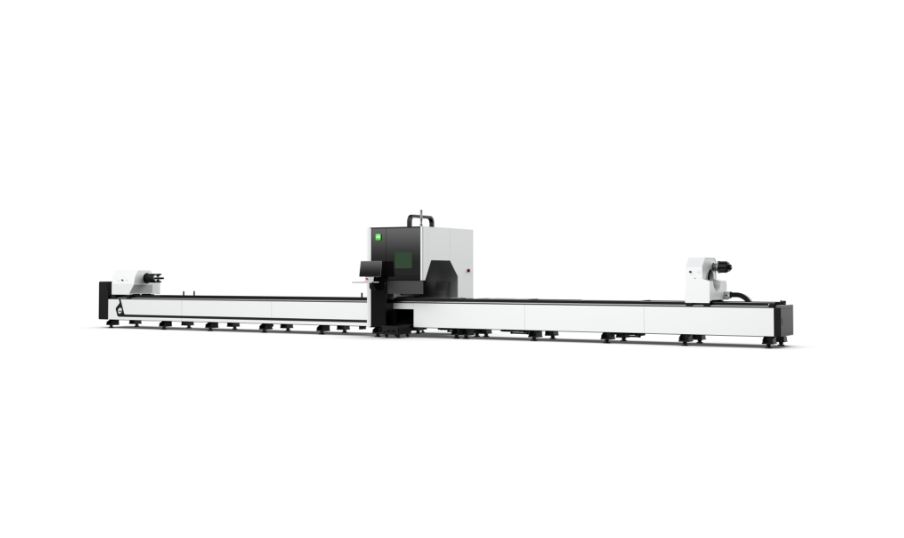
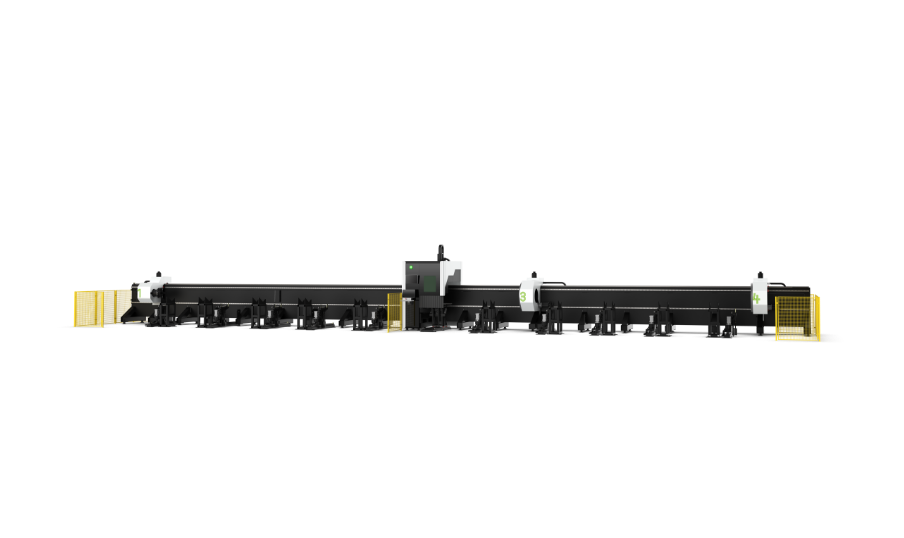
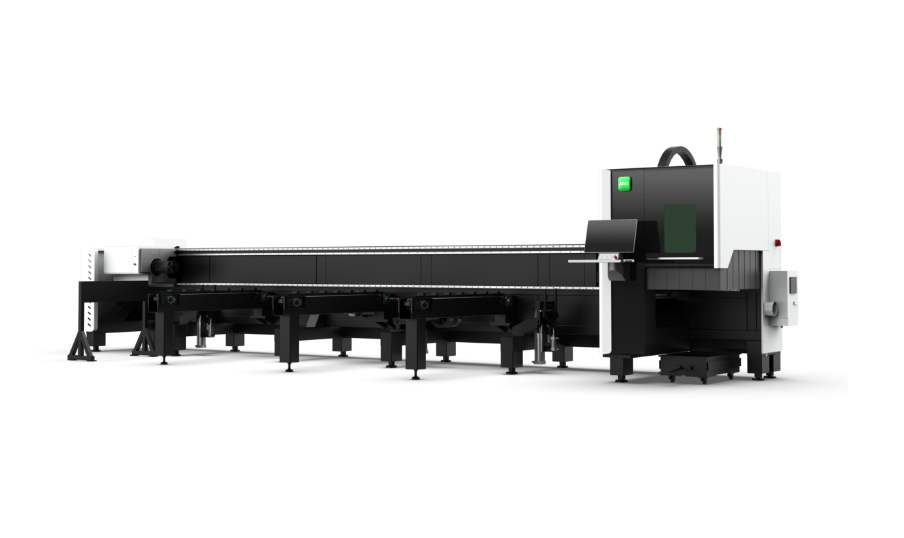
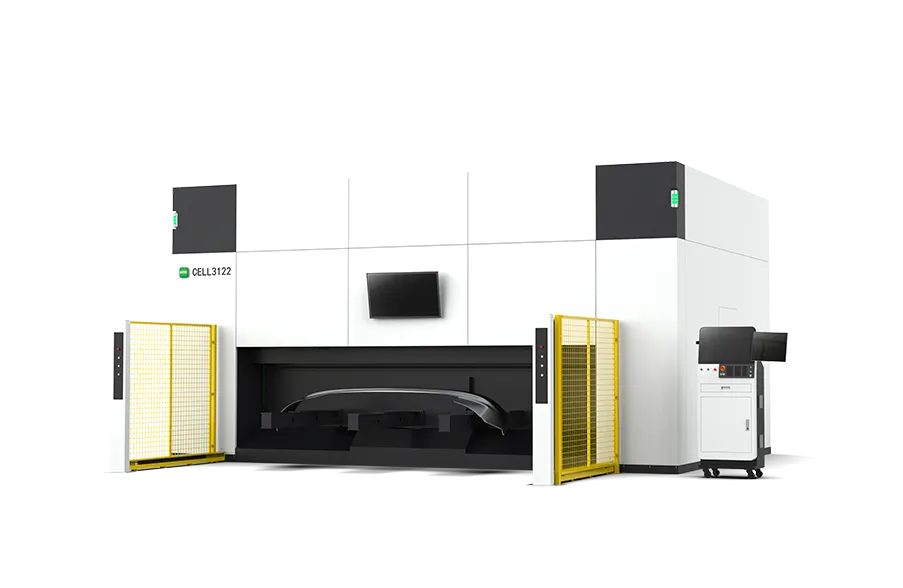
Высокоскоростной станок для лазерной резки труб с 3D-фаской
Высокоскоростной станок для лазерной резки труб
Эффективный станок для лазерной резки труб с волоконным лазером
Трехзажимной мощный станок для лазерной резки труб
Трехзажимной станок для лазерной резки труб с волоконным лазером
Мощный четырехзажимной станок для лазерной резки труб с волоконным лазером
Высокоскоростной станок для лазерной резки труб с волоконным лазером
Двухплатформенный станок для лазерной резки листового и трубного металла с волоконным лазером
Эффективный станок для лазерной резки листового и трубного металла с волоконным лазером
3D пятиосевой волоконный лазерный станок для резки
3kW
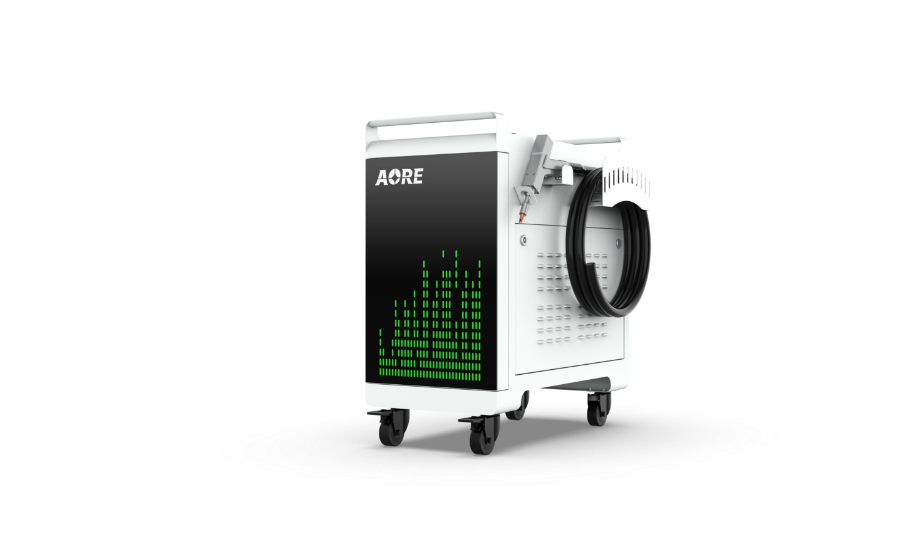
Ручной лазерный сварочный аппарат с водяным охлаждением
Ручная лазерная машина для очистки с водяным охлаждением
1.5-6kW
Автоматическая загрузка профиля & Система разгрузки
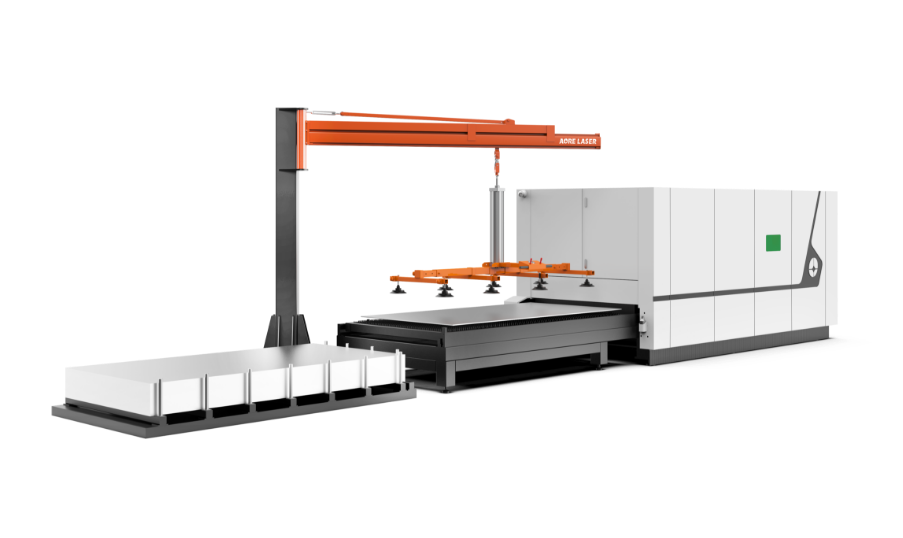
Погрузчик/разгрузчик листового металла на складе
Автоматическое устройство загрузки листового металла
Автоматическое консольное устройство загрузки листового металла
Консольное устройство загрузки листового металла
Интеллектуальная линия производства листового металла
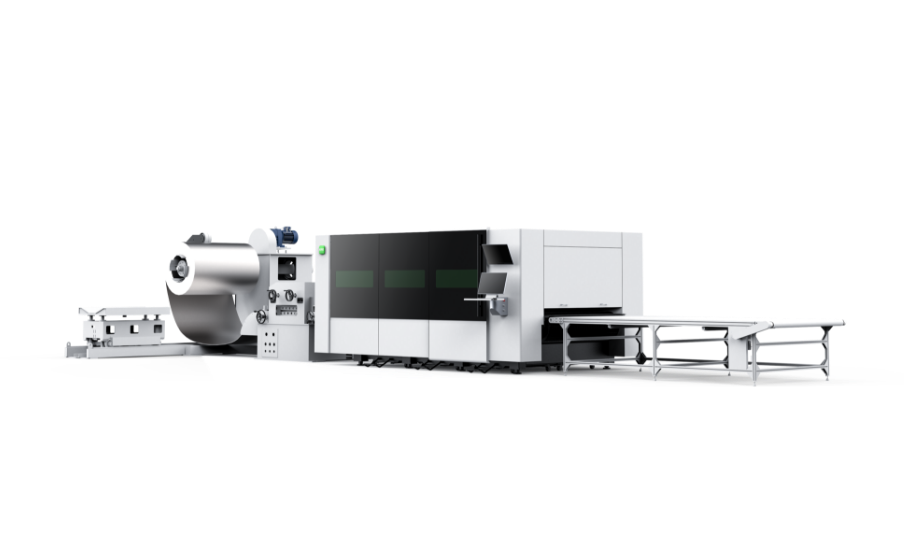
Линия лазерной резки рулонов
* Имя
* E-mail
* Позвоните или напишите в WhatsApp
* Страна
* Город
Компания
* Режущий материал
* Сообщение
В реальных условиях металлообработки многие заводы сталкиваются с этой проблемой: лазерные станки с одинаковой мощностью 12 кВт дают непостоянные результаты резки. Некоторые заводы достигают высоких показателей производительности и стабильных сроков поставки, в то время как другие сталкиваются с частыми доработками и постоянно растущими производственными затратами.
В действительности ключевой проблемой никогда не была лишь "энергетическая" характеристика.
Фактическое качество обработки и эффективность производства на лазерном станке определяются совокупностью факторов: общей производительностью оборудования, настройкой параметров процесса и ежедневным управлением эксплуатацией. Понимание этих ключевых факторов не только помогает предприятиям избегать ошибок при покупке оборудования, но и позволяет постоянно оптимизировать производительность станка в процессе ежедневного производства. В конечном итоге это повышает выход продукции, сокращает сроки поставки и максимизирует окупаемость инвестиций в оборудование.
При лазерной резке различные типы лазерных источников демонстрируют значительные различия в точности резки. Распространенные станки для лазерной резки подразделяются по типу лазера на CO₂-лазеры, волоконные лазеры и кристаллические лазеры. Хотя CO₂-лазеры могут быть неэффективны при резке металлов, они превосходно справляются с резкой неметаллических материалов, таких как дерево, акрил и пластик, что делает их идеальными для производства вывесок, текстильной и деревообрабатывающей промышленности.
В настоящее время волоконные лазеры доминируют на рынке, предлагая значительные преимущества перед традиционными CO₂-лазерами в эффективности электрооптического преобразования, стоимости обслуживания и стабильности. Волоконные лазеры могут фокусироваться в меньшее пятно, что делает их более подходящими для резки таких металлов, как сталь и алюминий. Они широко используются в отраслях, требующих высокой производительности и точности, таких как автомобильная и аэрокосмическая промышленность.
Качество лазерного луча является фундаментальным фактором, влияющим на точность обработки. Форма, размер пятна и стабильность лазерного луча тесно связаны с точностью обработки. Как правило, меньшие размеры пятна, более тонкие лучи и лучшая стабильность приводят к более высокой точности резки.
Мощность лазерного станка с ЧПУ определяет максимальную толщину обрабатываемого материала и теоретическую скорость резки. Более мощные лазеры, как правило, обеспечивают большую производительность резки более толстых материалов, но это часто происходит за счет снижения точности. При высоких мощностях распределение энергии и взаимодействие лазерного луча становятся сложнее точно контролировать. Поэтому более высокая мощность не обязательно означает более высокую общую эффективность. Если компания в основном обрабатывает тонкие листы, но вслепую выбирает сверхмощный лазерный станок для резки, это может привести к большему потреблению электроэнергии, большим первоначальным инвестициям и более сложным требованиям к техническому обслуживанию. Выбор AORE означает получение профессиональных рекомендаций по мощности, основанных на фактической структуре материала и типах заказов.
Программы числового программного управления (ЧПУ) напрямую влияют на траектории резки, скорость и общую точность. Плохо оптимизированные программы ЧПУ приводят к неэффективной резке, что влечет за собой низкое качество кромки, перегрев или потери материала. Превосходные алгоритмы управления движением обеспечивают стабильную точность даже на высоких скоростях. Система AORE включает в себя развитую базу данных технологических процессов и предоставляет поддержку в обучении, чтобы помочь клиентам быстро освоить оптимальные методы работы.
Жесткая рама минимизирует вибрацию и деформацию во время высокоскоростных перемещений. Недостаточная точность направляющих и систем передачи напрямую способствует возникновению погрешностей размеров. Недостаточная жесткость станины станка для лазерной резки металла может привести к снижению точности после длительной работы. Это не только снижает точность отдельных деталей, но и влияет на стабильность партии, увеличивая затраты и потенциально нанося ущерб репутации компании. К счастью, компания AORE использует в своей механической конструкции высокопрочную сварную станину и проходит строгую заводскую калибровку для обеспечения стабильной работы в течение длительного времени.
Параметры, устанавливаемые в процессе резки, такие как скорость, мощность и фокусировка, напрямую влияют на точность резки. Неправильные настройки могут привести к прилипанию шлака, шероховатости поперечного сечения, перегоранию или неполному проплавлению. Оптимальные параметры не только улучшают качество резки, но и влияют на энергопотребление и эффективность. Компания AORE предоставляет обширную библиотеку параметров и удаленную поддержку оптимизации, чтобы помочь клиентам быстро добиться наилучших результатов.
Поверхностные масла, неравномерная отражательная способность или перепады толщины материалов могут снизить стабильность точности резки. Для резки более толстых материалов требуется большая мощность, что иногда может снизить точность. Сильно отражающие материалы, такие как алюминий, отражают лазерный луч, вызывая потери энергии и неравномерную резку. Это требует корректировки настроек лазера или использования антибликовых покрытий.
Вспомогательные газы, такие как кислород, азот и воздух, выполняют функции охлаждения, удаления шлака и химических реакций во время резки. Тип газа существенно влияет на качество резки:
Азот (N₂): Обеспечивает чистое поперечное сечение, идеально подходит для нержавеющей стали.
Кислород (O₂): подходит для углеродистой стали, обеспечивает высокую скорость, но образует оксидный слой.
Воздух: недорогой вариант, но качество поперечного сечения ограничено.
Выбор подходящих газов позволяет найти баланс между качеством и стоимостью.
Регулярная калибровка и техническое обслуживание имеют решающее значение для поддержания точности и обеспечения стабильного и качественного результата. Хорошо откалиброванные и обслуживаемые станки обеспечивают стабильно высокое качество резки, минимизируют необходимость последующей обработки и продлевают срок службы оборудования. И наоборот, пренебрежение техническим обслуживанием может привести к нестабильной резке, увеличению количества переделок и повышению риска простоев. Компания AORE предоставляет рекомендации по профилактическому техническому обслуживанию и услуги удаленной поддержки, чтобы помочь клиентам поддерживать оптимальную производительность оборудования в долгосрочной перспективе.
Не следует упускать из виду такие факторы окружающей среды, как температура и влажность, поскольку они влияют как на лазерный станок, так и на обрабатываемые материалы. Высокие температуры могут повлиять на систему охлаждения лазера, а высокая влажность может препятствовать подаче вспомогательных газов или вызывать конденсацию на зеркалах и линзах, тем самым ухудшая качество лазерного луча.
В реальном производстве многие компании ошибочно полагают, что точность резки полностью определяется классом оборудования. Однако это не так. Даже при использовании одного и того же режущего оборудования конечные результаты резки могут значительно различаться в зависимости от уровня оперативного управления на предприятии. Поддержание стабильной точности резки — это не только техническая проблема, но и отражение комплексных управленческих возможностей предприятия. Ниже приведены несколько методов оптимизации точности, доказавших свою эффективность в реальном производстве.
Крайне важно перенастраивать параметры режущего станка каждый раз при смене материала. Даже два, казалось бы, похожих материала могут иметь существенные различия в своих свойствах.
Правильная настройка скорости вращения станка для лазерной резки металла имеет решающее значение для точности. Если скорость резки слишком высока, лазер может не передавать достаточной энергии материалу, что приведет к неполным рисункам или недостаточной глубине резки.
И наоборот, чрезмерно низкие скорости резки увеличивают время воздействия лазера, повышая интенсивность лазерного излучения. Возникающий в результате перегрев может повредить заготовку и значительно снизить точность обработки. Перед началом гравировки проведите тесты на небольшом образце материала и скорректируйте параметры лазерной резки на основе полученных результатов.
Рабочая поверхность верстака существенно влияет на точность резки. Для проектов, требующих высокой точности и жестких допусков, ничто так не ухудшает качество конечного продукта, как нестабильная рабочая поверхность. Представьте, что верстак трясется во время работы или сама конструкция станка нестабильна — независимо от точности лазерного резака или оптимизации параметров, точность резки конечного продукта будет серьезно снижена.
Только освоив ключевые факторы, влияющие на лазерную резку, вы сможете по-настоящему контролировать затраты и качество. Для повышения качества и эффективности лазерной резки оборудование, процесс и управление должны работать в полной гармонии. Понимание этих важных моментов сделает ваш выбор оборудования более рациональным, а управление производством — более эффективным. Для получения консультаций по выбору волоконного лазерного резака обращайтесь в техническую команду AORE. Мы предоставим профессиональную поддержку и решения, адаптированные к вашим реальным производственным потребностям.
1. CO2-лазер лучше, чем волоконный?
Это зависит от области применения. CO₂-лазеры хорошо подходят для обработки неметаллических материалов, таких как дерево, акрил и пластик. Волоконные лазеры обеспечивают более высокую производительность. Для большинства задач по обработке металла волоконные лазеры являются основным выбором.
2. Изменяются ли характеристики лазеров со временем?
Да, лазеры со временем теряют свои рабочие характеристики из-за длительной эксплуатации. По мере старения волоконной оптики и лазерных трубок, а также износа оптических компонентов, их выходная мощность, эффективность и качество луча снижаются. Поэтому крайне важно уделять первостепенное внимание плановому техническому обслуживанию, обеспечивать надлежащее рассеивание тепла для предотвращения перегрева и избегать непрерывной работы на максимальной мощности, чтобы продлить срок службы лазера.
3. Как долго служат лазерные резаки?
Срок службы волоконных лазеров может достигать 100 000 часов (примерно от 10 до 15 лет и более). Правильное техническое обслуживание может максимально продлить их срок службы. Несмотря на такой длительный срок службы, механические компоненты могут потребовать обслуживания или замены раньше.
4. Как выбрать вспомогательный газ для станка лазерной резки волоконным лазером?
Выбор вспомогательных газов требует всестороннего учета типа материала, требований к качеству резки и стоимости. Приоритет при выборе газа следует отдавать свойствам материала, а затем корректировать выбор в зависимости от требований к качеству и экономических факторов. Для получения конкретных рекомендаций обратитесь к техническим экспертам AORE.
5. Как избежать образования заусенцев при лазерной резке?
Для решения проблемы можно предпринять следующие меры:
Для поиска оптимальных параметров точно отрегулируйте скорость и мощность резки.
Замените вспомогательный газ для резки на высококачественный аналог.
Проверьте и убедитесь, что лазер правильно сфокусирован.
Компания Aore Laser успешно завершила демонстрацию своей продукции на выставке FABEX Saudi Arabia 20
Компания AORE блистает на промышленной выставке в Перу!
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.