3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
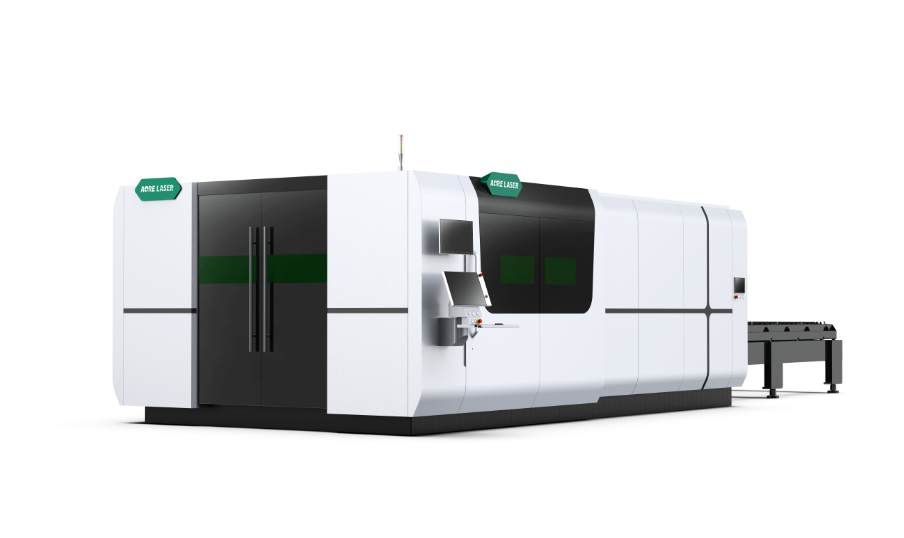
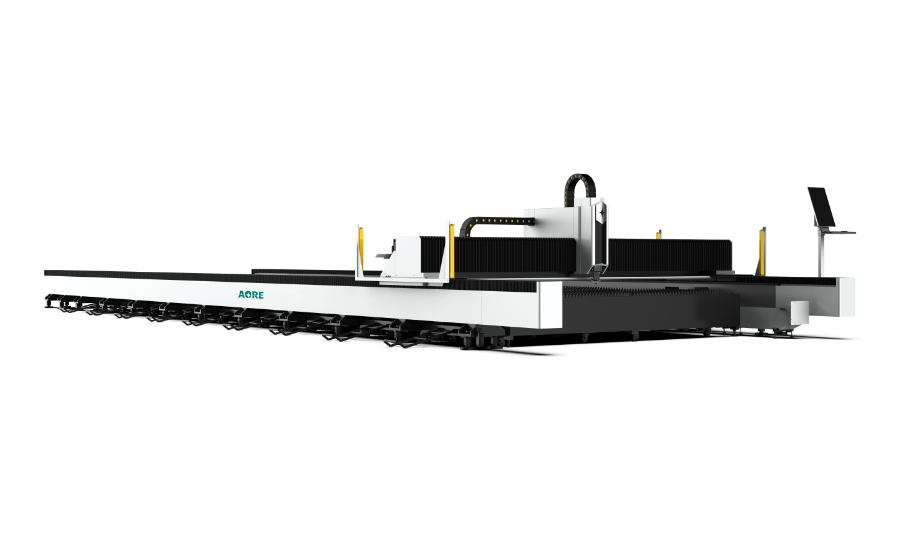
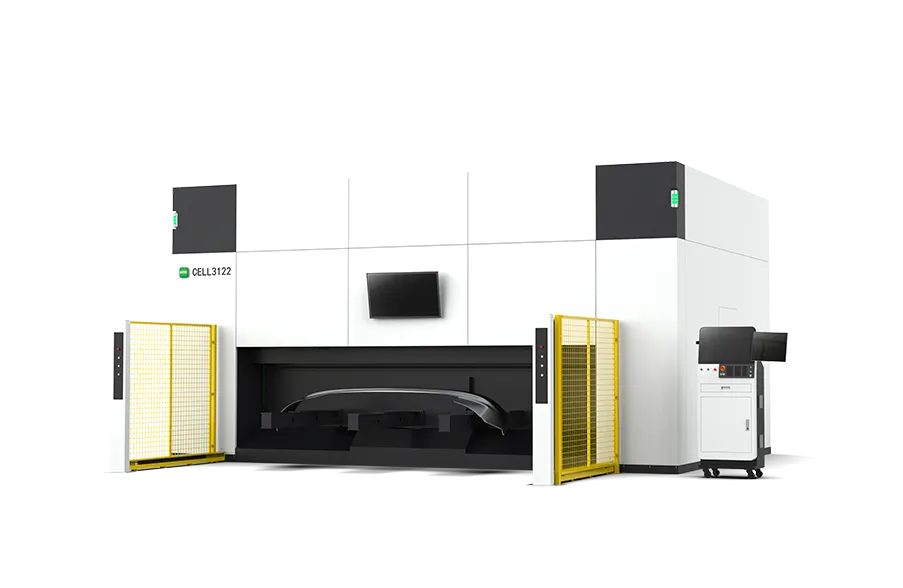
Высокоскоростной станок для лазерной резки листового металла с полной защитой.
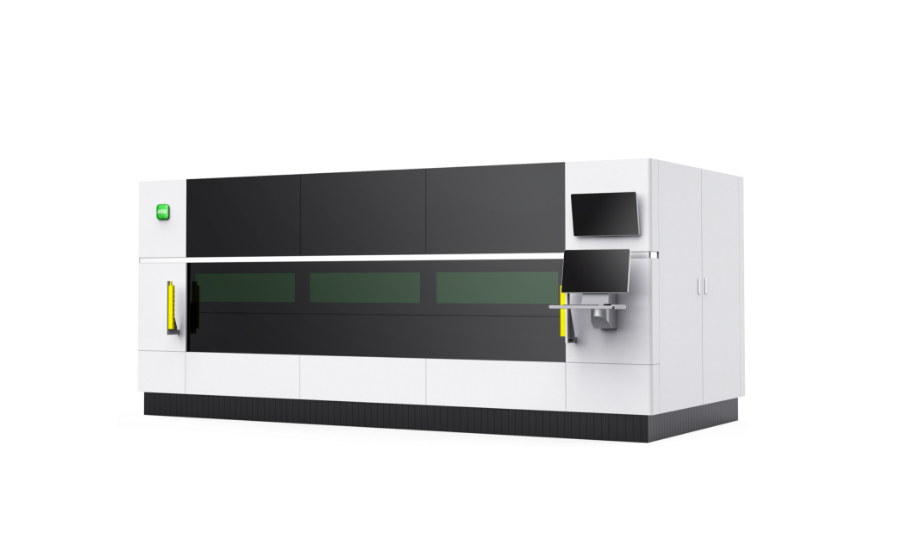
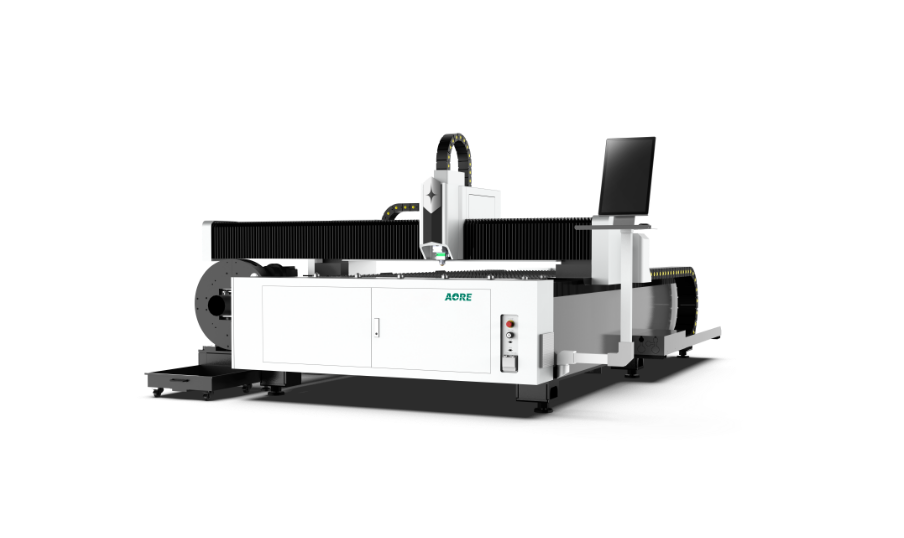
Универсальный станок для лазерной резки волоконным лазером
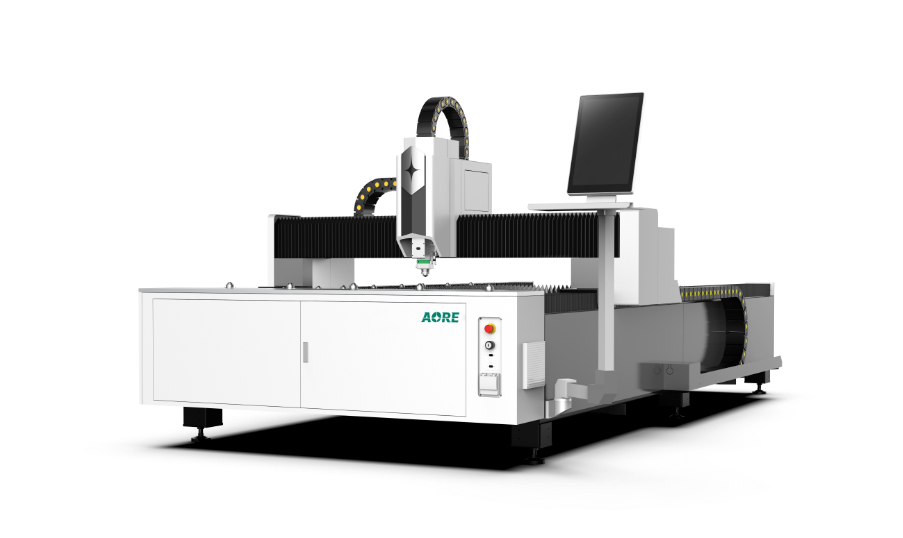
Одноплатформенный станок для лазерной резки пластин
Высокоскоростной станок для лазерной резки листового волокна.
Мощный станок для лазерной резки листового металла
Полностью защитный волоконно-оптический лазерный станок для косой резки
Станок для прецизионной лазерной резки листового металла
Станок для лазерной резки листового металла с направляющими рельсами
1.5-3kW
6-12KW
6-20kW
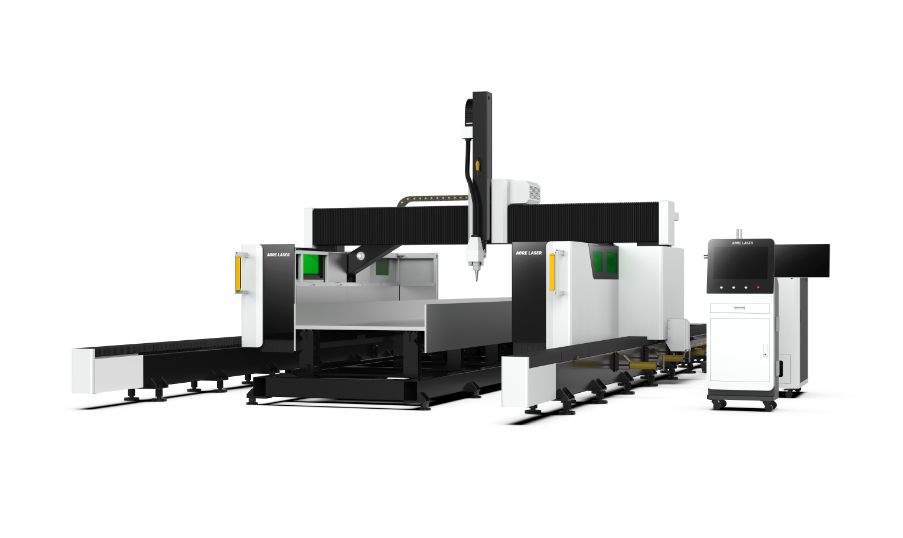
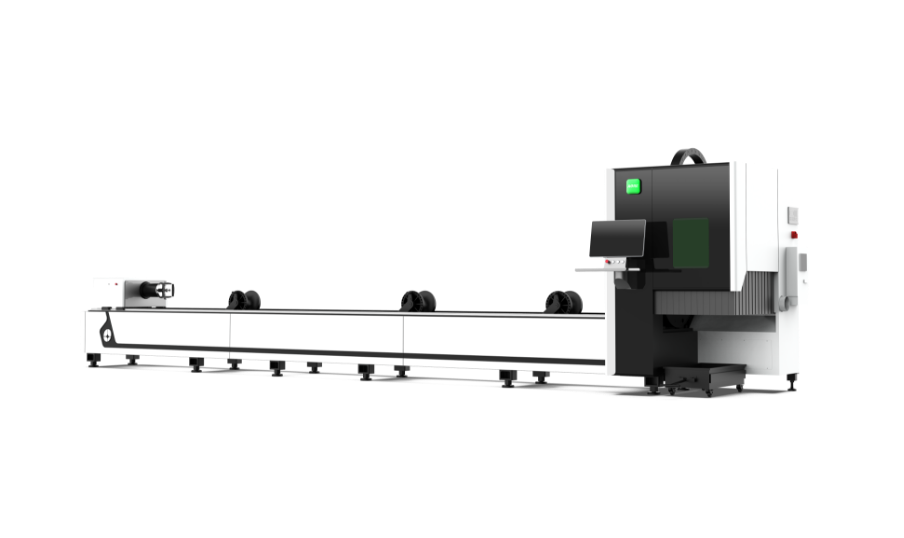
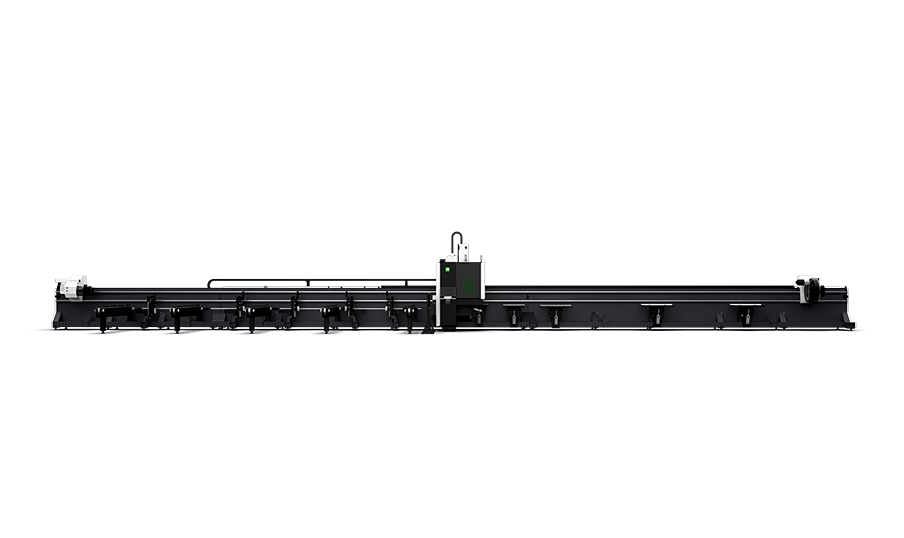
Высокоскоростной станок для лазерной резки труб с 3D-фаской
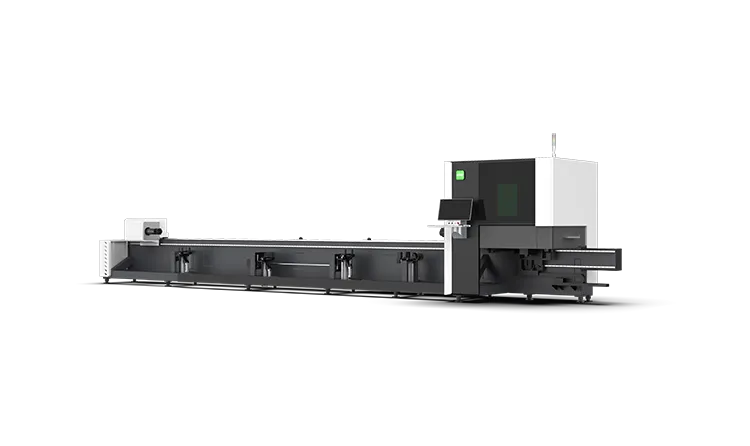
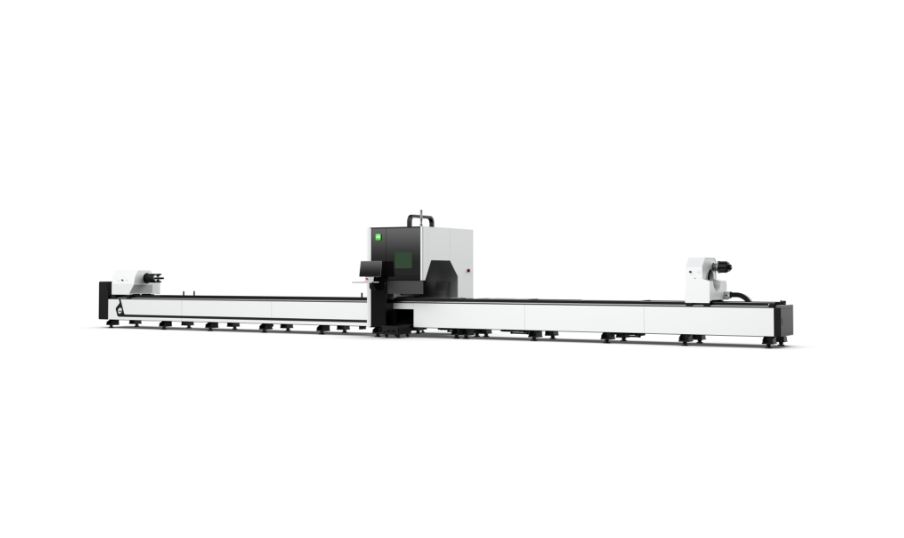
Высокоскоростной станок для лазерной резки труб
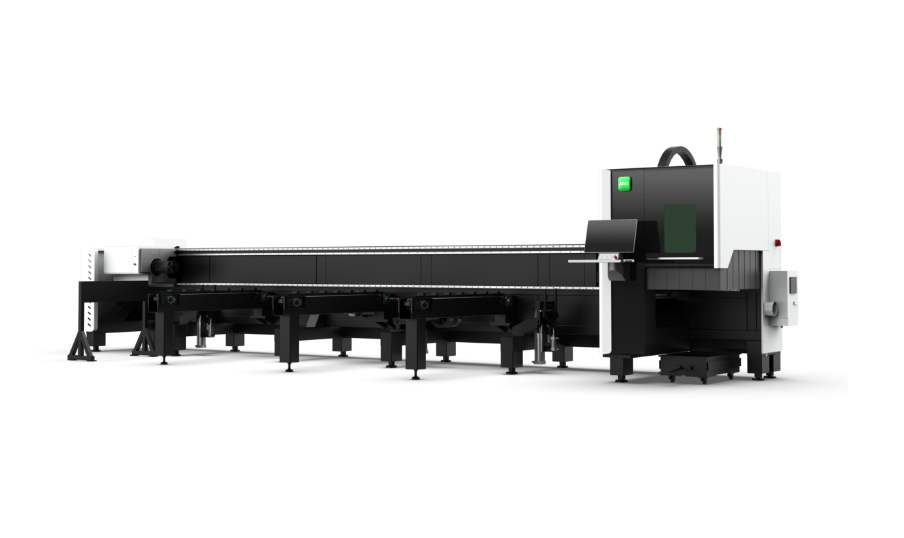
Эффективный станок для лазерной резки труб с волоконным лазером
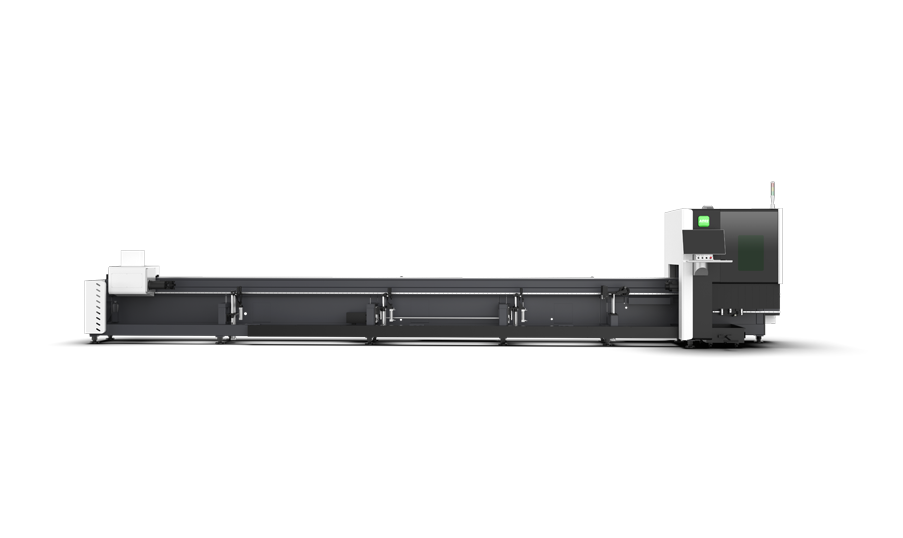
Трехзажимной мощный станок для лазерной резки труб
Трехзажимной станок для лазерной резки труб с волоконным лазером
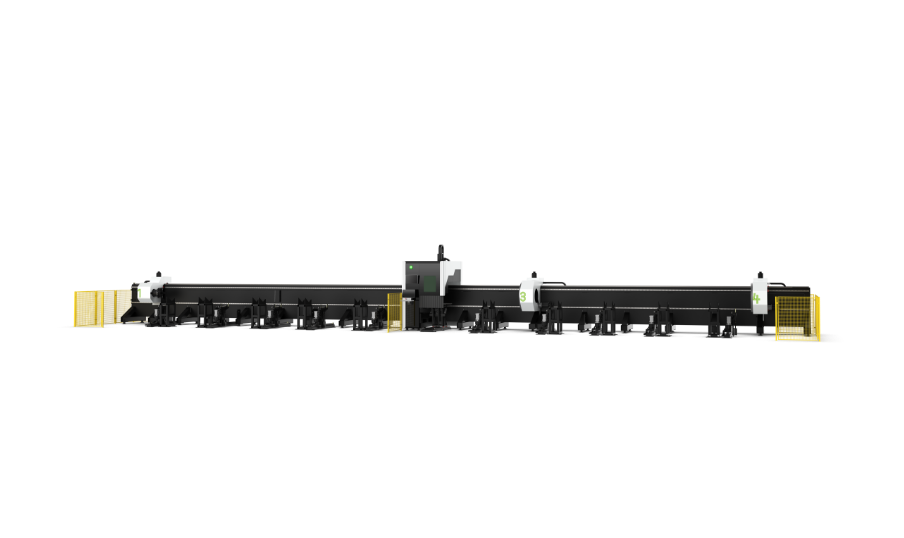
Мощный четырехзажимной станок для лазерной резки труб с волоконным лазером
Высокоскоростной станок для лазерной резки труб с волоконным лазером
Двухплатформенный станок для лазерной резки листового и трубного металла с волоконным лазером
Эффективный станок для лазерной резки листового и трубного металла с волоконным лазером
3D пятиосевой волоконный лазерный станок для резки
3kW
Ручной лазерный сварочный аппарат с водяным охлаждением
Ручная лазерная машина для очистки с водяным охлаждением
1.5-6kW
Автоматическая загрузка профиля & Система разгрузки
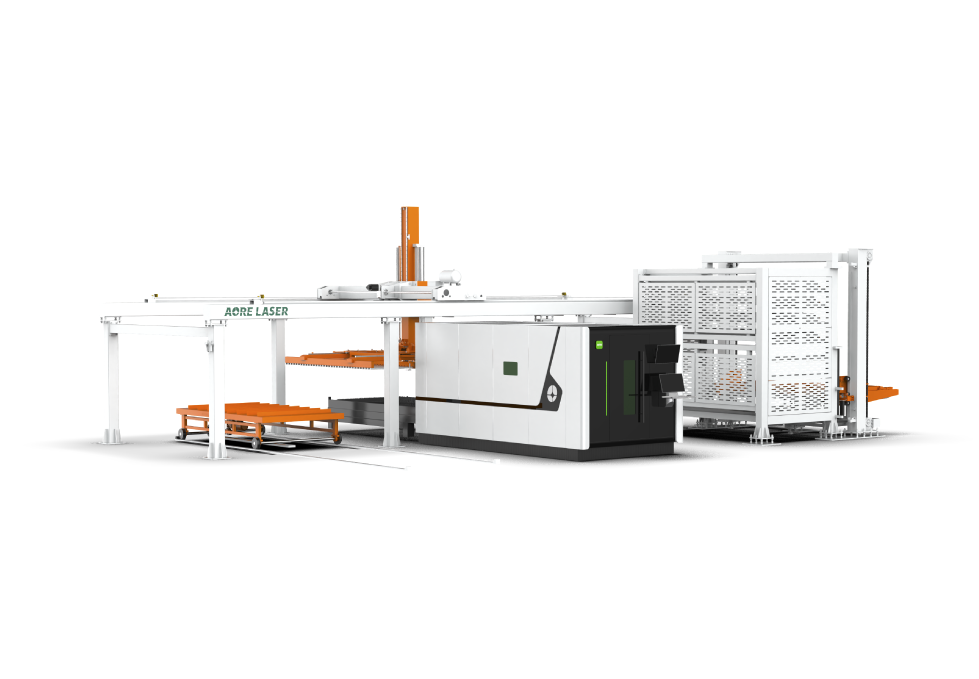
Погрузчик/разгрузчик листового металла на складе
Автоматическое устройство загрузки листового металла
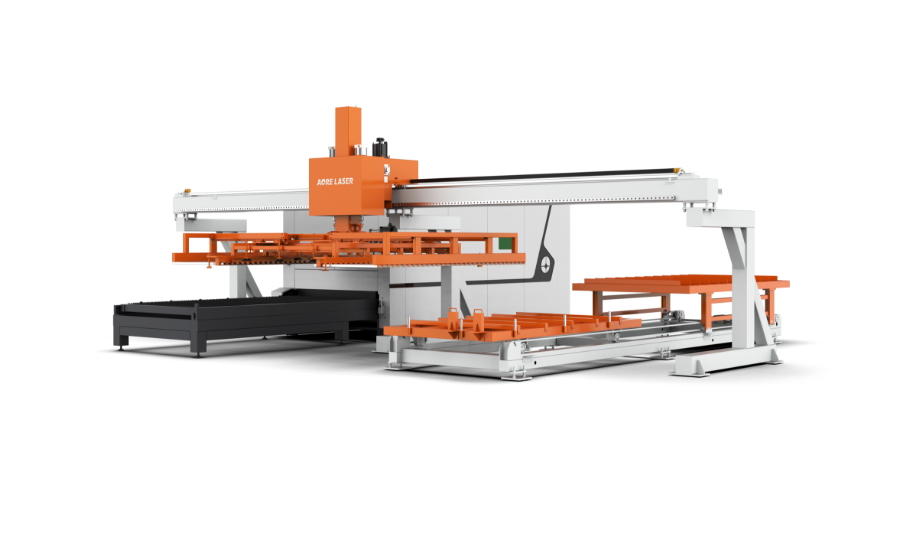
Автоматическое консольное устройство загрузки листового металла
Консольное устройство загрузки листового металла
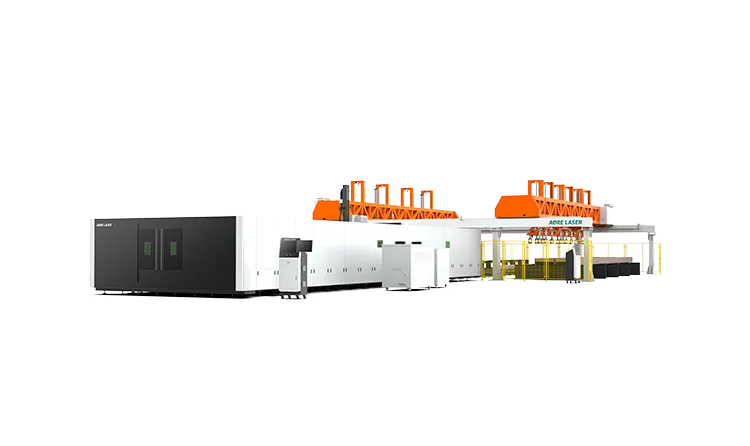
Интеллектуальная линия производства листового металла
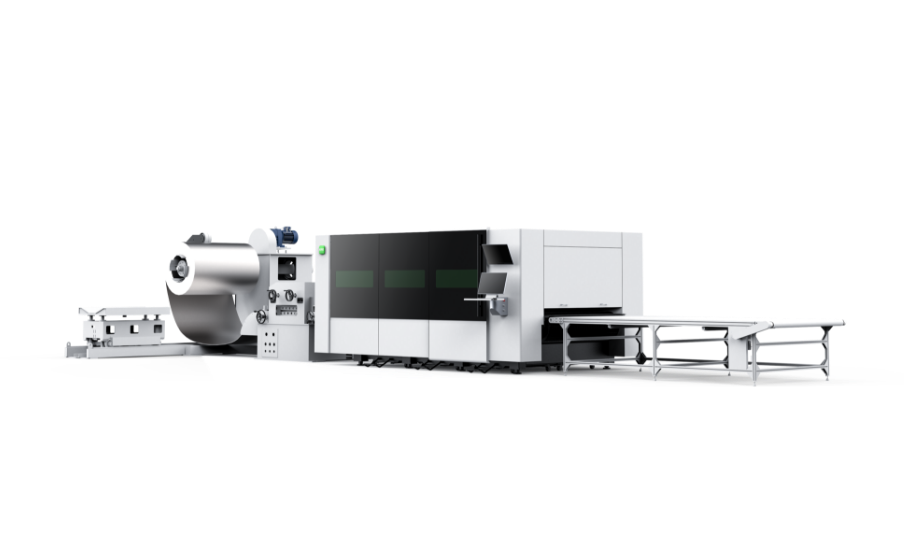
Линия лазерной резки рулонов
* Имя
* E-mail
* Позвоните или напишите в WhatsApp
* Страна
* Город
Компания
* Режущий материал
* Сообщение
В современной металлообрабатывающей промышленности обработка тонколистового металла широко используется в различных областях, таких как производство электрощитов, корпусов бытовой техники, металлической мебели и автомобильных деталей. Несмотря на относительную тонкость листовых материалов, требования к обработке не менее высоки: предъявляются высокие стандарты к точности резки, контролю зоны термического воздействия и эффективности производства. Неправильный выбор процесса резки может легко привести к таким проблемам, как деформация листа, шероховатые кромки или сильное образование шлака, что увеличивает последующие затраты на обработку.
В настоящее время двумя наиболее распространенными методами обработки являются лазерная резка волоконным лазером и плазменная резка, которые существенно различаются по качеству резки, скорости обработки, эксплуатационным расходам и совместимости с материалами. В данной статье будет проведено систематическое сравнение этих двух технологий по нескольким ключевым параметрам, чтобы предоставить компаниям, занимающимся обработкой материалов, рекомендации по выбору оборудования.
Лазерная резка — это высокоточная технология термической обработки. При волоконной лазерной резке высокоэнергетический лазерный луч передается через оптическое волокно и фокусируется линзой, образуя чрезвычайно маленькое пятно, вызывая локальное, мгновенное плавление материала. Затем расплавленный металл удаляется защитным газом. Этот процесс характеризуется чрезвычайно высокой плотностью энергии, малой шириной реза и минимальной зоной термического воздействия.
В процессе плазменной резки высокотемпературная электрическая дуга преобразует газ в плазму, образуя чрезвычайно высокотемпературную плазменную дугу. Эта плазменная дуга быстро расплавляет металл, а высокоскоростной поток газа отводит расплавленный металл от места резки, завершая процесс резки. Благодаря высокой теплоотдаче, эта технология хорошо зарекомендовала себя при обработке толстых листов.
В области обработки толстых листов обе технологии имеют свои преимущества, но различия особенно заметны в сценариях обработки тонких листов.
В области обработки тонких листов качество резки зачастую является фактором, вызывающим наибольшее беспокойство у производителей.
Основные различия проявляются в следующих аспектах:
Для изготовления прецизионных тонколистовых деталей или изделий, требующих прямой сборки, станки для лазерной резки металла предлагают очевидные преимущества с точки зрения качества.
В целом, первоначальные инвестиции в станок для лазерной резки с ЧПУ выше, в то время как станки для плазменной резки стоят дешевле. Однако стоимость приобретения оборудования составляет лишь часть общей стоимости; долгосрочным эксплуатационным расходам следует уделить больше внимания.
В современных производственных предприятиях эффективность производства напрямую влияет на себестоимость единицы продукции. Поэтому скорость резки также имеет большое значение.
В приведенной ниже таблице сравниваются скорости резки волоконным лазером мощностью 6 кВт и плазменным резаком мощностью 170 А при резке листов углеродистой стали толщиной 5–15 мм:
Очевидно, что при резке листового металла толщиной 5 мм и тоньше волоконные лазерные резаки значительно быстрее, чем плазменные.
Однако при резке листового металла толщиной 10 мм и более плазменные резаки работают с большей скоростью. Для крупных производителей эта разница в эффективности напрямую влияет на производственные мощности и сроки поставки.
Существуют значительные различия в том, как различные металлические материалы реагируют на разные технологии резки. Для углеродистой стали оба процесса обеспечивают стабильную обработку, но волоконные лазеры обычно обеспечивают лучшее качество резки. Нержавеющая сталь требует более высокой точности и качества кромки, и в этом отношении лазерная резка показывает лучшие результаты, в то время как плазменная резка часто испытывает трудности с достижением желаемой чистоты поверхности. Для материалов с высокой отражательной способностью, таких как алюминий и медь, волоконные лазеры требуют большей мощности или специальной оптической конструкции для обеспечения стабильной обработки. Плазменная резка может обрабатывать алюминий, но обычно обеспечивает более низкое качество по сравнению с лазерной резкой и менее подходит для металлов с высокой отражательной способностью, таких как медь. Для оцинкованного листового металла лазерная резка поддерживает стабильное качество, в то время как плазменная резка может выделять вредные пары. Поэтому в производственных условиях, требующих обработки различных материалов, лазерная резка, как правило, предлагает большую универсальность.
Компания AORE внедрила многочисленные технические оптимизации в области высокоскоростной обработки тонколистового металла, что позволило оборудованию продемонстрировать превосходные показатели как по эффективности, так и по стабильности.
На практике оборудование AORE широко используется в производстве электротехнических шкафов, металлообрабатывающей промышленности и декоративной металлообработке. Эти отрасли, как правило, требуют высокой точности, эффективности и больших объемов производства, и оборудование AORE способно поддерживать стабильное качество обработки в таких условиях.
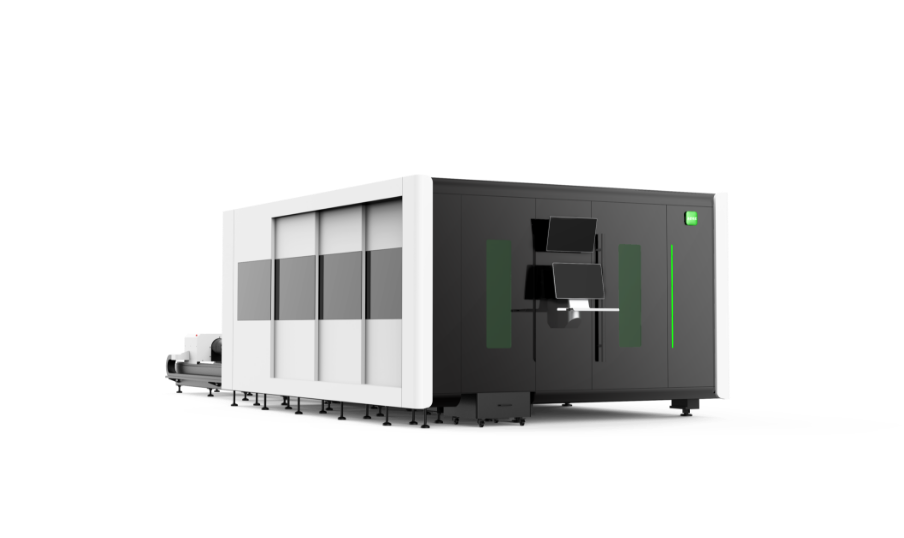
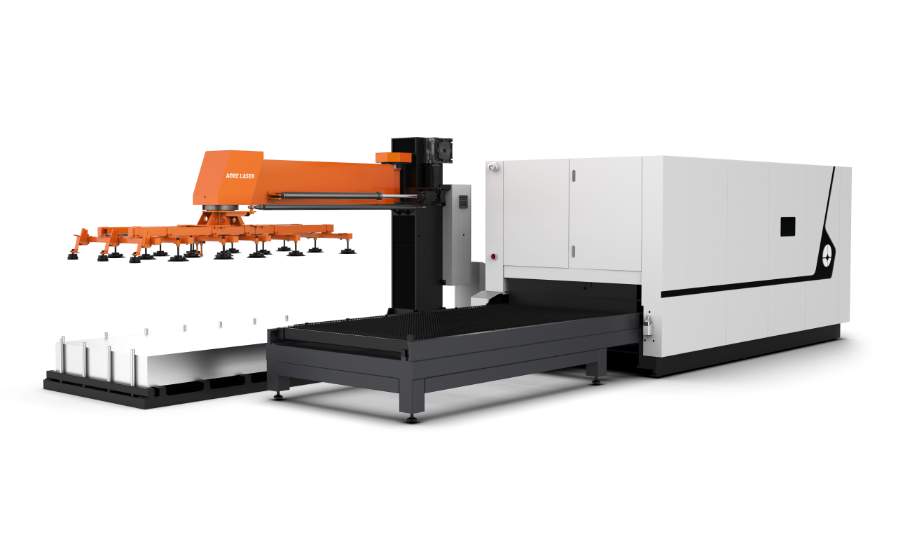
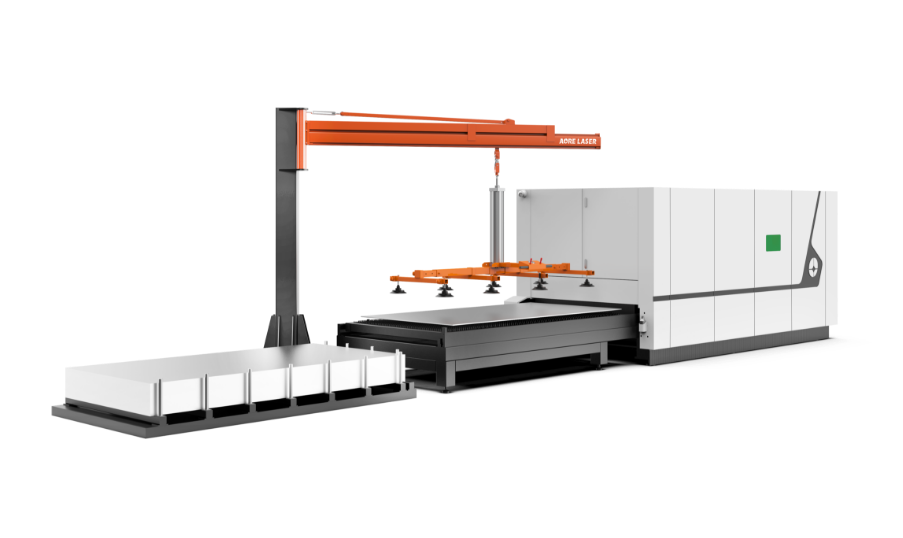
Одной из представительных моделей является высокоскоростной станок для лазерной резки листового металла AORE PU с полной защитой . Эта серия оборудования предлагает значительные преимущества с точки зрения скорости, стабильности и автоматизации.
Благодаря высокопрочной конструкции станины и высокоскоростной системе перемещения портала, он идеально подходит для высокоскоростной обработки тонких листов.
Облегченная балочная конструкция минимизирует влияние инерции при работе на высоких скоростях.
Высокодинамичная сервосистема обеспечивает точность резки сложных контуров.
Полностью закрытая защитная конструкция не только снижает выбросы дыма и пыли, улучшая условия в цехе, но и повышает безопасность эксплуатации.
На основе общих результатов сравнения, лазерная резка волоконным лазером обычно обеспечивает более высокое качество резки и производительность при обработке тонких металлических листов. Если компания стремится к более тонким кромкам, сокращению постобработки и более стабильной производительности, оборудование для волоконной лазерной резки, как правило, является идеальным выбором. Если производственные задачи в основном связаны с толстыми листами, а бюджет ограничен, оборудование для плазменной резки может быть жизнеспособной альтернативой. Для компаний, основной деятельностью которых является обработка тонких листов, инвестиции в станок для волоконной лазерной резки часто оказываются более выгодными для долгосрочного развития.
Компаниям, планирующим модернизацию оборудования или расширение производственных мощностей, мы рекомендуем провести пробные испытания резки для получения более точных данных о процессе. Техническая команда AORE может предоставить рекомендации по выбору оборудования и услуги, основанные на типе вашего материала, диапазоне толщины листа и требованиях к объему производства.
Да, и результаты превосходны. Волоконные лазерные резаки обеспечивают более высокую скорость резки, гладкую поверхность среза и чистые кромки практически без заусенцев. В результате они широко используются в кухонной промышленности, декоративной промышленности и производстве медицинских изделий.
Зона термического воздействия (ЗТВ) — это область на поверхности металла, которая не расплавилась, но претерпела изменения в микроструктуре и свойствах из-за высоких температур, возникающих при сварке или резке.
Для этой процедуры обычно рекомендуется использовать волоконный лазерный станок для резки. Чтобы обеспечить целостность покрытия, лучше всего сначала обрабатывать покрытую сторону, расположив непокрытую сторону вниз. Кроме того, рекомендуется установить пневматическую опору на сторону, обращенную вниз, чтобы предотвратить царапание листа опорной конструкцией станка. Во время резки поддерживайте расстояние примерно 10 мм между лазерной головкой и материалом, уменьшите мощность и сначала выполните проход «прожига пленки», чтобы удалить защитную пленку вдоль траектории резки, прежде чем приступать к самой резке.
Рекомендуемым выбором является станок лазерной резки. Для резки сложных форм на тонких и средних по толщине металлических листах лазерная резка, как правило, является наиболее подходящей технологией. Она обеспечивает чрезвычайно высокую точность, узкие пропилы и чистые, без заусенцев кромки, часто исключая необходимость последующей обработки.
Компания Aore Laser демонстрирует передовые станки для лазерной резки на выставке BUTECH 2025 в Коре
Компания Aore Laser продемонстрировала стратегический успех на выставке EXPO 2025 в Шри-Ланке.
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.