3-12kW
12-40kW
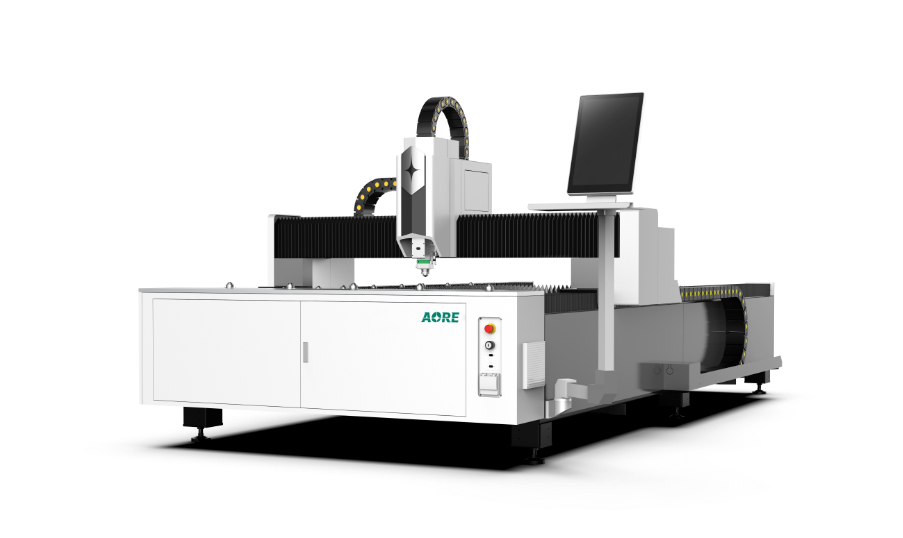
1.5-20kW
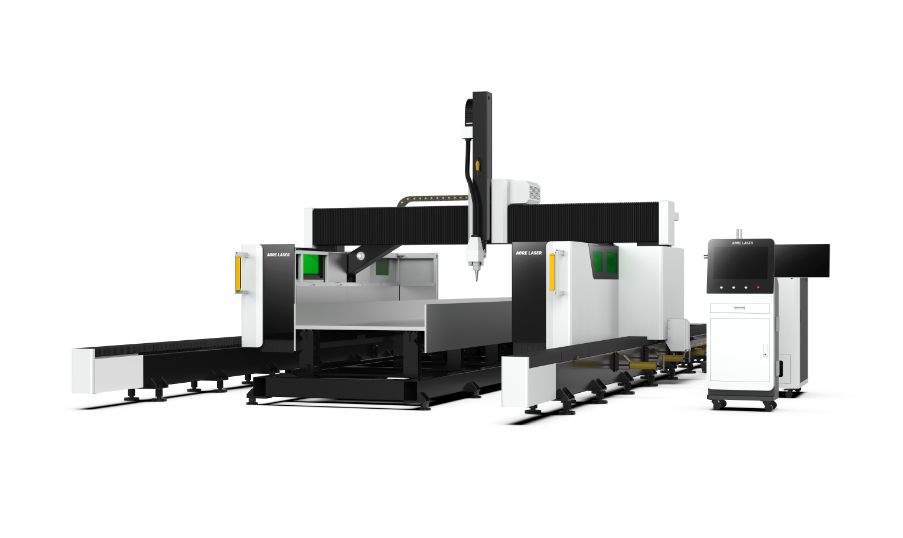
6-40kW
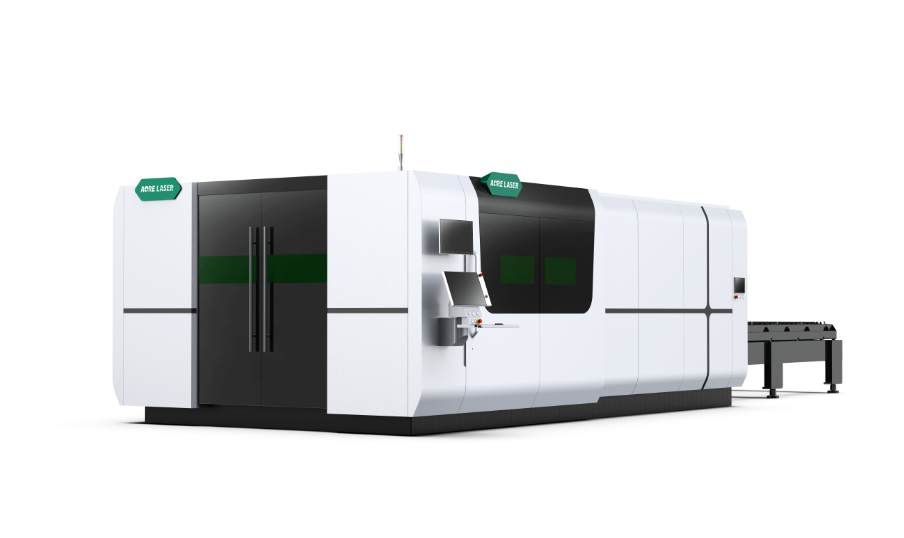
1.5-40kW
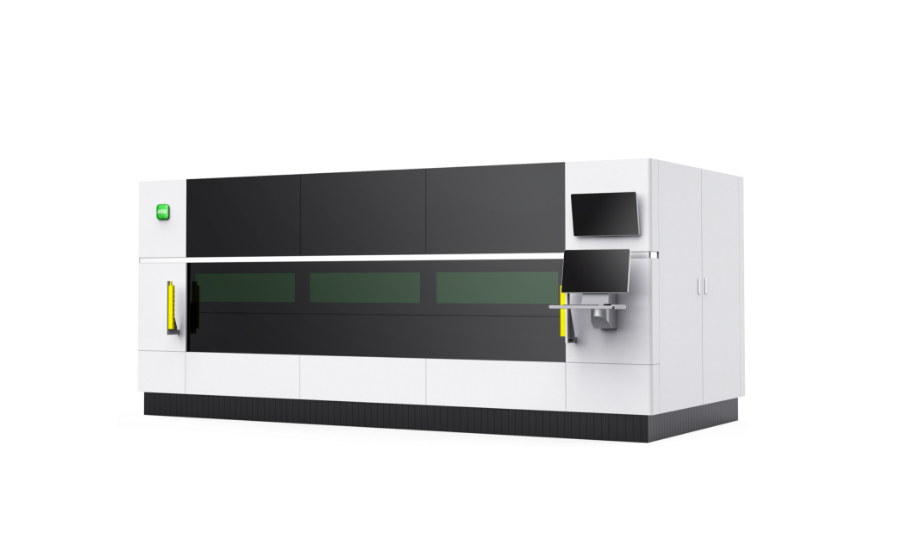
8-40kW
1.5-12kW
6-60kW
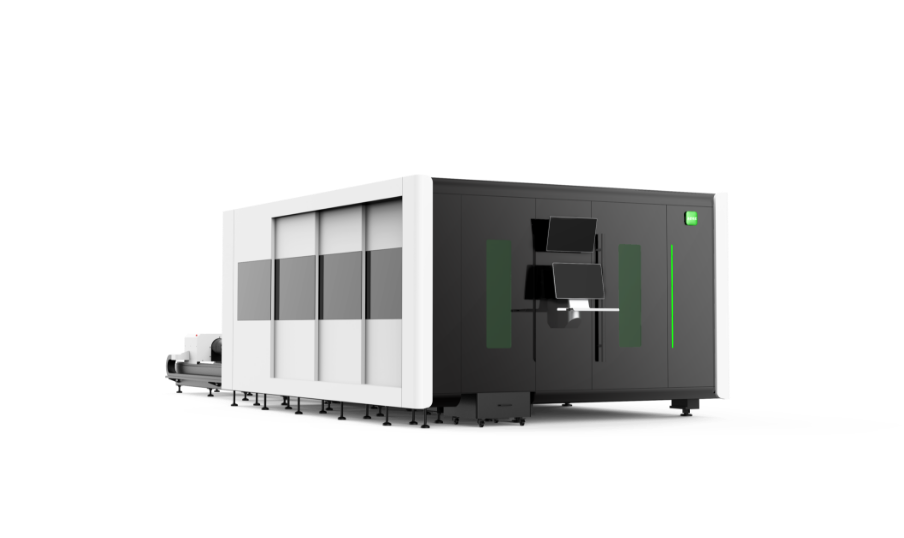
Высокоскоростной станок для лазерной резки листового металла с полной защитой.
Универсальный станок для лазерной резки волоконным лазером
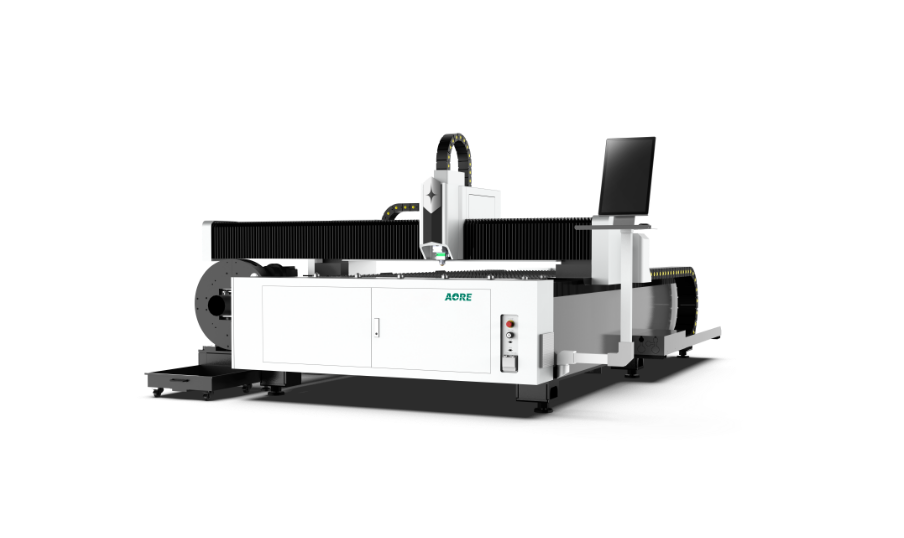
Одноплатформенный станок для лазерной резки пластин
Высокоскоростной станок для лазерной резки листового волокна.
Мощный станок для лазерной резки листового металла
Полностью защитный волоконно-оптический лазерный станок для косой резки
Станок для прецизионной лазерной резки листового металла
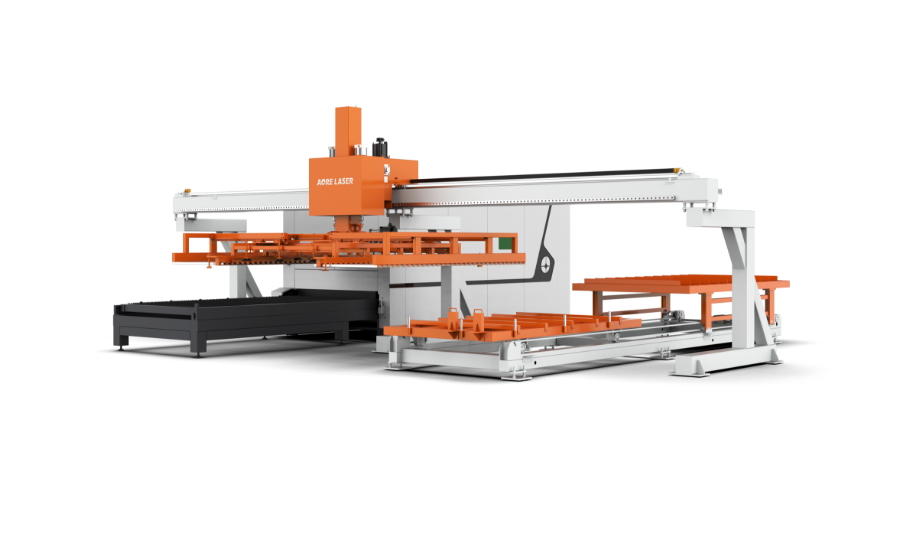
Станок для лазерной резки листового металла с направляющими рельсами
1.5-3kW
6-12KW
6-20kW
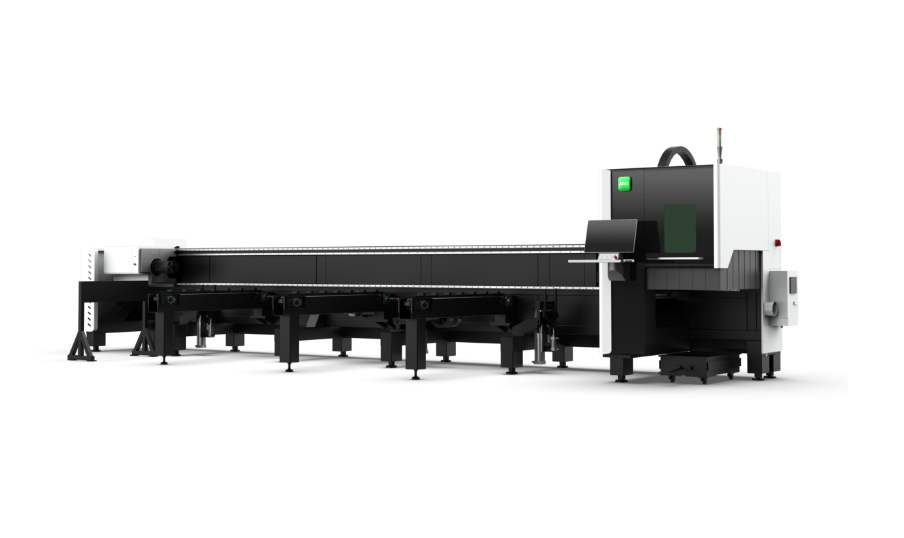
Высокоскоростной станок для лазерной резки труб с 3D-фаской
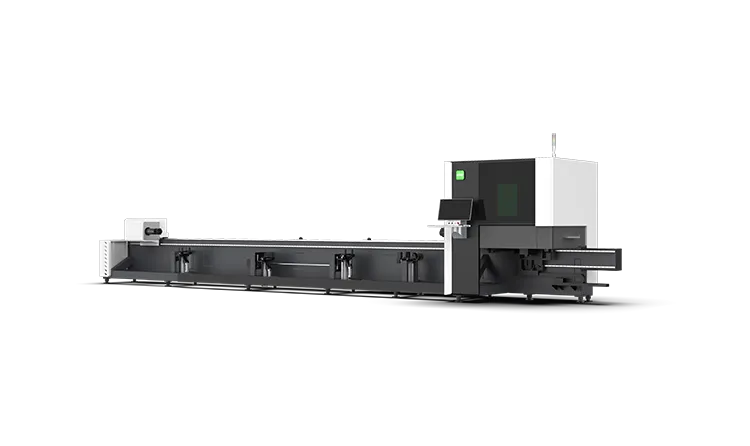
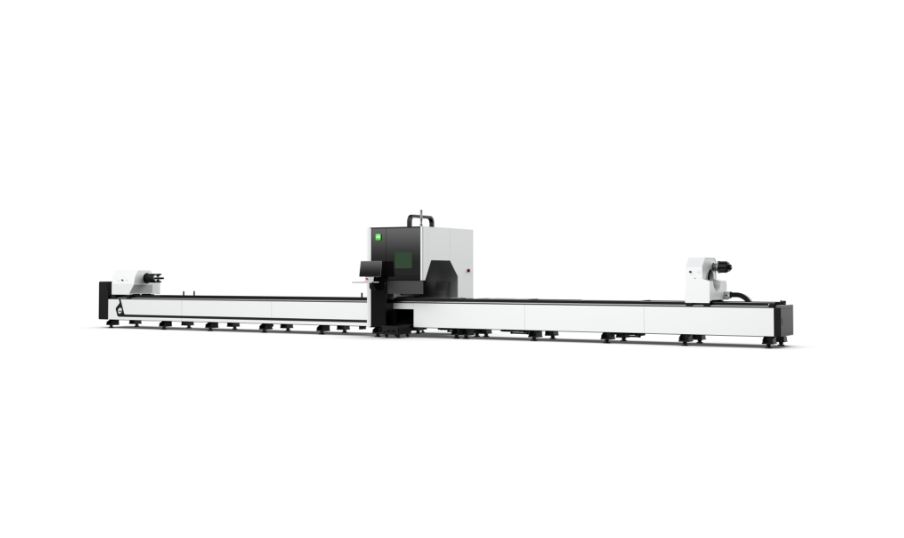
Высокоскоростной станок для лазерной резки труб
Эффективный станок для лазерной резки труб с волоконным лазером
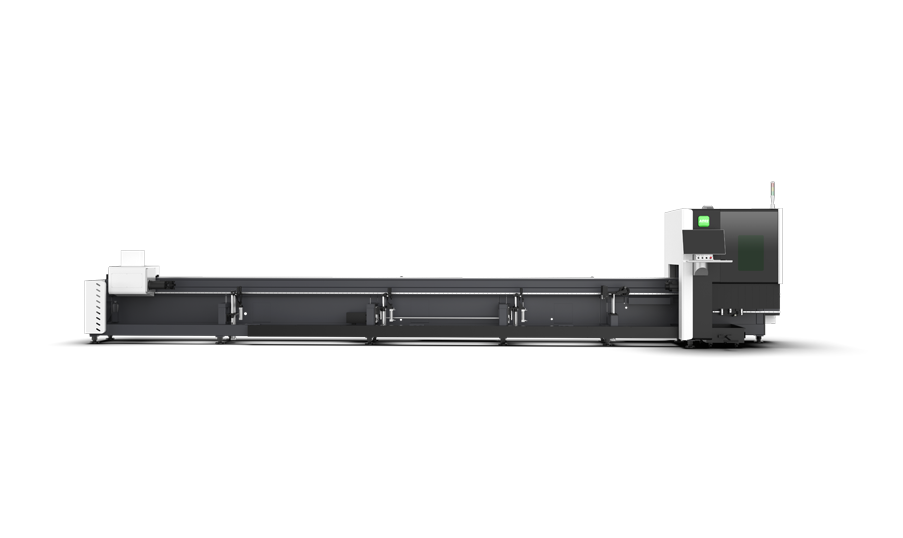
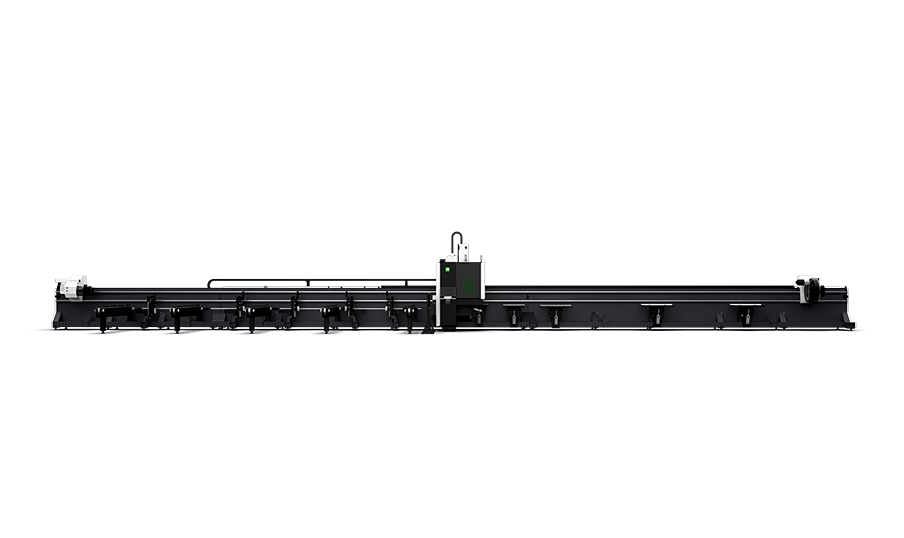
Трехзажимной мощный станок для лазерной резки труб
Трехзажимной станок для лазерной резки труб с волоконным лазером
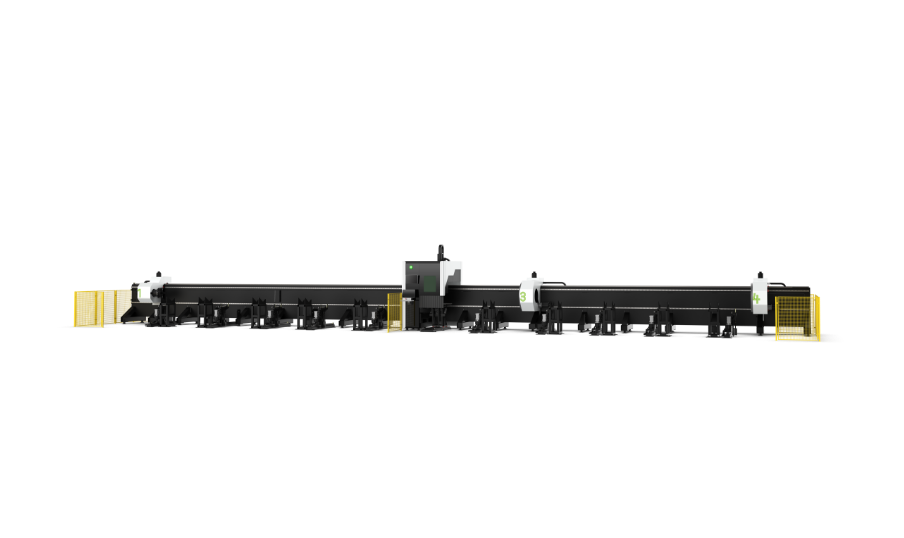
Мощный четырехзажимной станок для лазерной резки труб с волоконным лазером
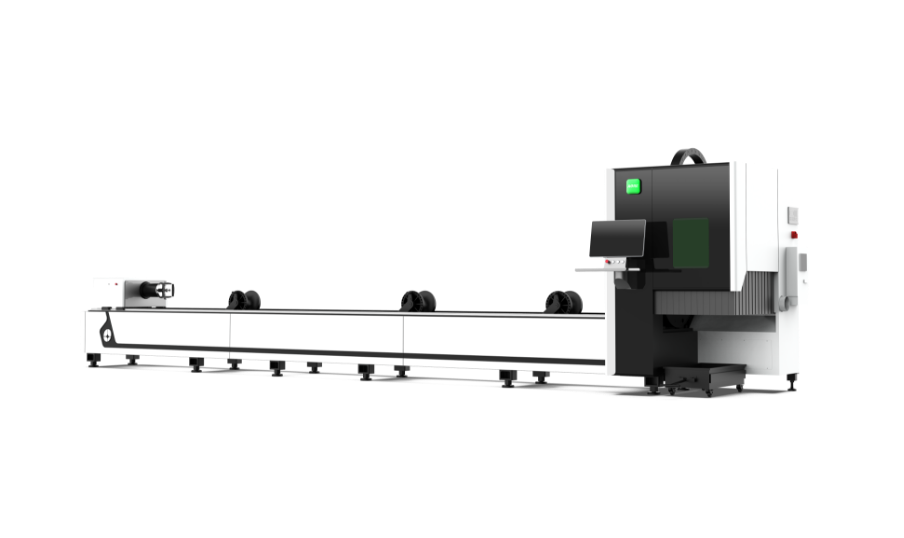
Высокоскоростной станок для лазерной резки труб с волоконным лазером
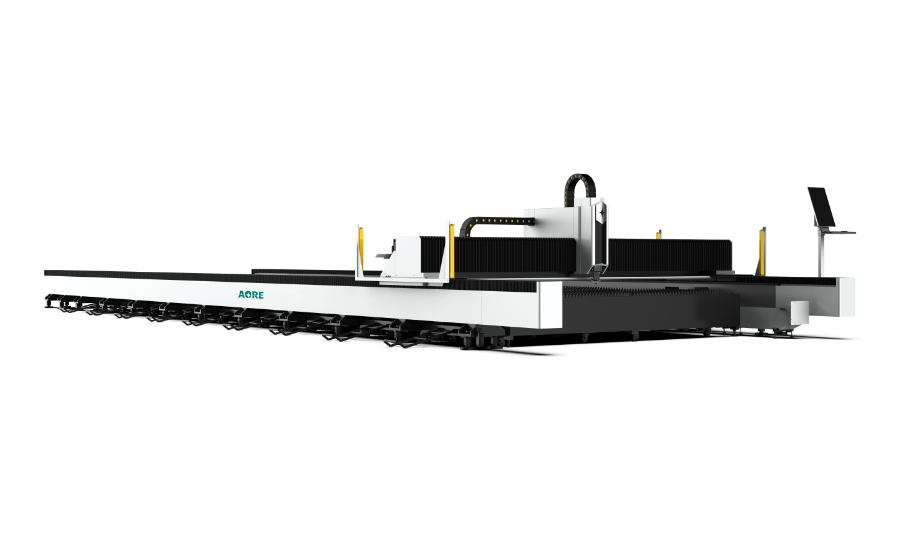
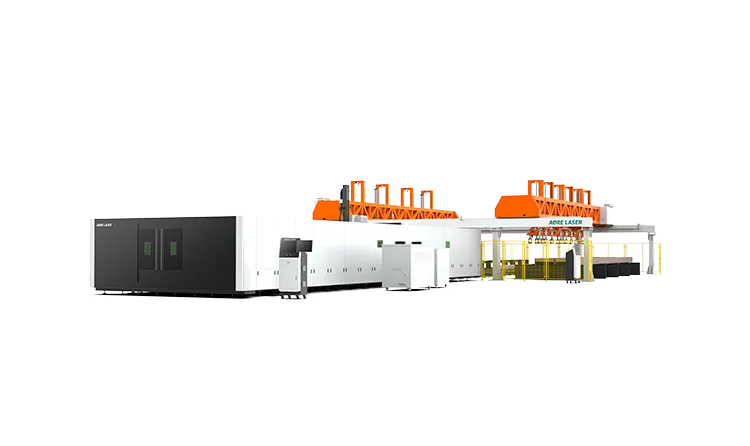
Двухплатформенный станок для лазерной резки листового и трубного металла с волоконным лазером
Эффективный станок для лазерной резки листового и трубного металла с волоконным лазером
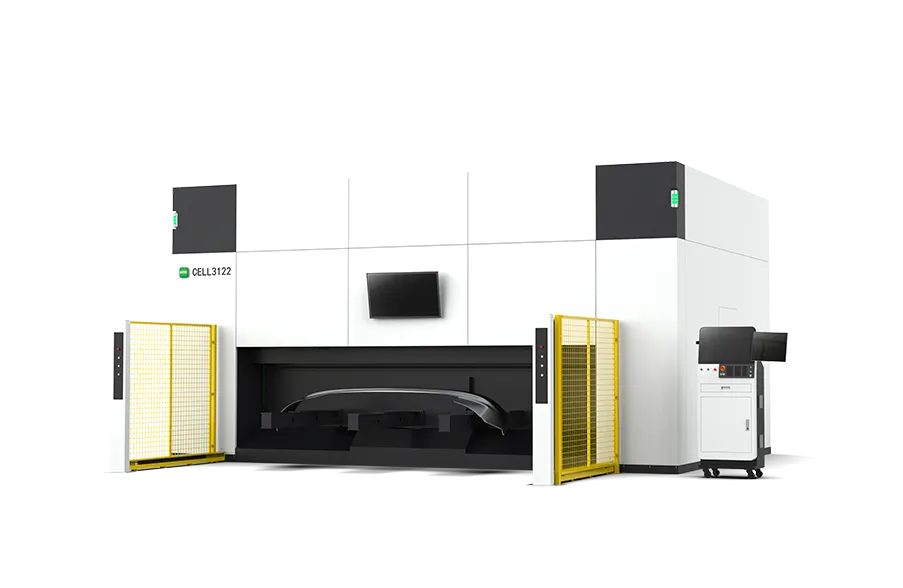
3D пятиосевой волоконный лазерный станок для резки
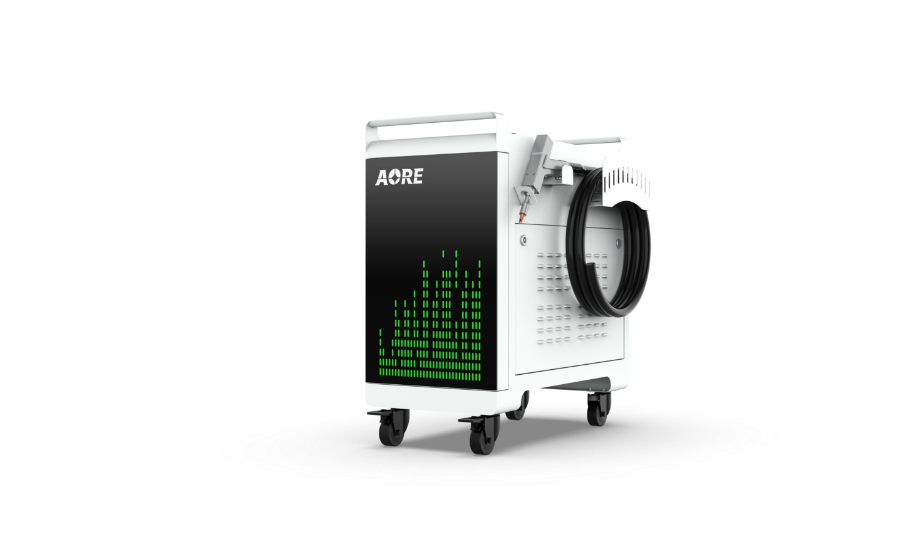
3kW
Ручной лазерный сварочный аппарат с водяным охлаждением
Ручная лазерная машина для очистки с водяным охлаждением
1.5-6kW
Автоматическая загрузка профиля & Система разгрузки
Погрузчик/разгрузчик листового металла на складе
Автоматическое устройство загрузки листового металла
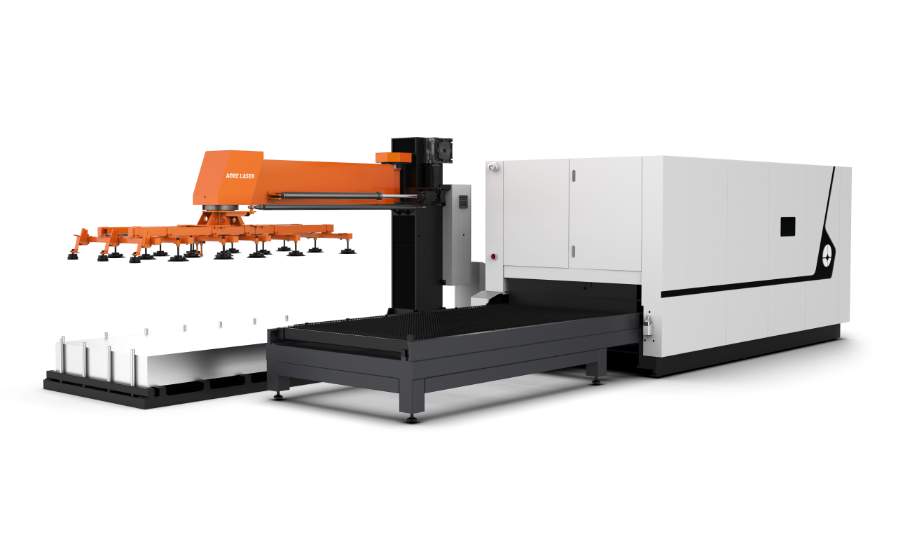
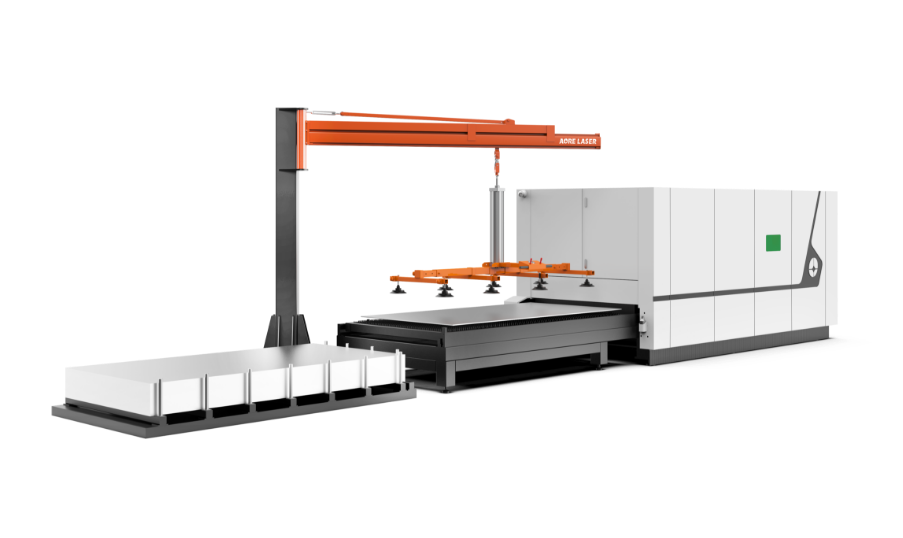
Автоматическое консольное устройство загрузки листового металла
Консольное устройство загрузки листового металла
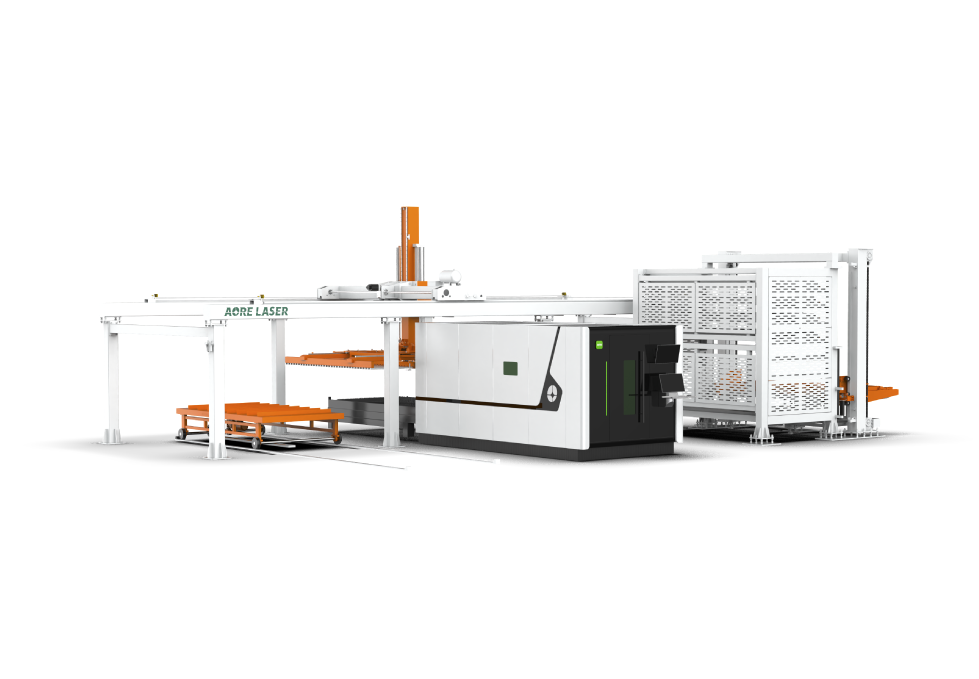
Интеллектуальная линия производства листового металла
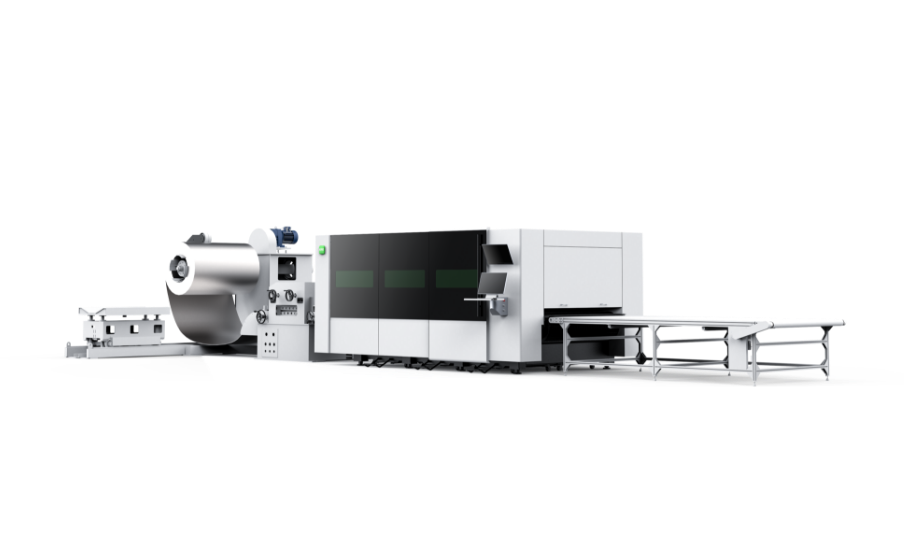
Линия лазерной резки рулонов
* Имя
* E-mail
* Позвоните или напишите в WhatsApp
* Страна
* Город
Компания
* Режущий материал
* Сообщение
Описание проблемы
Многие пользователи сообщают, что после длительной эксплуатации их лазерный станок начинает выдавать неидеальные круглые отверстия (например, диаметром 30 мм). Вместо ровных кругов получаются овальные или многоугольные вырезы, что значительно снижает точность детали.
Основные причины образования некруглых отверстий в станках лазерной резки
1. Неправильные параметры движения
Чрезмерные настройки ускорения/рывков вызывают механическую нагрузку на шестерни.
Высокая частота вращения холостого хода (>40 мм/мин) со временем приводит к износу.
Слишком высокая частота сглаживания углов (фильтр нижних частот) (>4 Гц) искажает круговые траектории.
2. Механический износ в приводных системах
Люфт в зубчатой передаче и рейке возникает из-за длительной эксплуатации.
Изношенные редукторные шестерни теряют точность позиционирования.
Неправильный зазор зацепления (должен составлять 0,06 мм для осей X/Y).
3. Неисправные компоненты системы движения
Сильно поврежденные редукторы не могут сохранять точность даже после регулировки.
Проверенные решения для восстановления точности круглой резки
✔ Оптимизация параметров для станков лазерной резки
Параметр
Рекомендуемое значение
Ускорение резки
≤0,4G
Холостой ход
≤40 мм/мин
Угловой фильтр нижних частот
≤4 Гц
✔ Процедура технического обслуживания зубчатой передачи/рейки
Проверьте люфт с помощью припоя диаметром 0,5 мм.
Отрегулируйте зазор зацепления до 0,06 мм (одна передача по оси X) / 0,06 мм x2 (две передачи по оси Y).
Затяните все крепления динамометрическим ключом.
✔ Когда следует заменять компоненты
Если после этого отверстия остаются деформированными:
Настройка параметров И
Механическая перекалибровка → Замена редуктора
Aore Laser Showcases Advanced Welding Technology at South Africa International Industry Expo
Компания Aore Laser продемонстрировала передовые возможности на немецкой выставке металлообработки.
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.